¶ 发泡系列选择参考对比、PLA-Aero Pro、ASA-Aero、ASA-Aero LT、PP-Aero
| 参数 | 普通PLA | PLA-Aero Pro | ASA-Aero LT | ASA-Aero | ASA |
|
注意事项⚠️ |
/ |
不可直接套用普通PLA打印参数 强烈推荐打印的模型设计应符合-花瓶打印模式要求! 推荐模型逐件(单个)打印 |
推荐需要封闭有仓温打印 强烈推荐打印的模型设计应符合-花瓶打印模式要求! 推荐模型逐件(单个)打印 |
推荐需要封闭有仓温打印 强烈推荐打印的模型设计应符合-花瓶打印模式要求! 推荐模型逐件(单个)打印 |
推荐需要封闭有仓温打印 |
|
优点 特性 |
/ |
低密度 相对可控在线发泡 可涂色
|
低密度 相对可控在线发泡 可涂色 耐UV·抗紫外线 |
低密度 相对可控在线发泡 可涂色 耐UV·抗紫外线 |
耐UV·抗紫外线 |
| 关于高密度填充的模型需要注意的事项 |
/ |
/ |
由于发泡材料内部充满气体泡孔,在模型打印冷却的过程中会产生较大的收缩应力,高密度填充模型具有一定的翘曲、开裂的风险,相对比ASA-Aero 小。 缓解方案: 热床温度设置:80℃ 仓温加热设置:打开并维持温度在 40℃-70℃ |
由于发泡材料内部充满气体泡孔,在模型打印冷却的过程中会产生较大的收缩应力,高密度填充模型具有一定的翘曲、开裂的风险。
缓解方案: 热床温度设置:80℃ 仓温加热设置:打开并维持温度在 40℃-70℃ |
尤其冬季有一定的翘曲、开裂的风险。 ASA模型相对小些 缓解方案: 热床温度设置:80℃ 仓温加热设置:打开并维持温度在 40℃-70℃ |
| 缺点 | / |
打印成品比较脆(相对比ASA-Aero坚韧) 
|
打印成品比较脆
|
打印成品比较脆
|
/ |
| 拉伸断裂强度-XY方向 | / | 10.65±0.09 MPa | 8.26±0.15 MPa | 8.25±0.15 MPa | 32.23±1.13 MPa |
|
断裂伸长率-Z方向 |
/ |
10.91±2.01 % |
3.58±2.49 % |
5.54±0.28 % |
2.43±0.27 % |
|
弯曲模量-XY方向 |
/ |
872.93±55.10 MPa |
544.92±73.44 MPa |
544.92±74.44 MPa |
2399±147 MPa |
|
弯曲强度-XY方向 |
/ |
19.27±0.09 MPa |
14.31±1.66 MPa |
14.31±1.66 MPa |
64.49±1.3 MPa |
|
冲击强度-XY方向 |
/ |
2.93±0.15 KJ/m² |
2.29±0.13 KJ/m² |
2.29±0.13 KJ/m² |
12.9±0.9 KJ/㎡ |
|
热变形耐温 0.45MPa |
53℃ | 50℃ | 67℃ | 70 ℃ | 93 ℃ |
|
热变形耐温 1.80MPa |
/ |
43℃ |
52℃ |
55 ℃ |
83 ℃ |
| 未发泡密度(未打印密度)ISO845 | / | 1.19 g/cm³ | 1.03 g/cm³ | 1.05 g/cm³ | 1.07 g/cm³ |
| 最佳发泡密度 | / |
最佳密度下降到普通 PLA (1.19g/cm³)的40% 大致为0.40 g/cm³ |
最佳密度下降到普通ASA(1.07g/cm³)的35% 大致为0.37 g/cm³ |
最佳密度下降到普通ASA(1.07g/cm³)的33% 大致为0.35 g/cm³ |
/ |
| 发泡关系图 |
/ |

|

|

|
/ |
| 是否需要封箱 | 无需 | 无需 | 需要 | 需要 | 需要 |
| 打印难度 | 简单 | 需要摸索 | 需要摸索 | 需要摸索 | 有一定难度 |
| 是否支持AMS | 支持 | 支持 |
支持(不推荐) 偶发较脆会断在AMS内 |
支持(不推荐) 偶发较脆会断在AMS内 |
支持 |
| 耗材是否需要保持干燥 | 需要 | 需要 | 需要 | 需要 | 需要 |
|
发泡前 线材照片 |

|

|
/ | / | |
|
发泡前 线材截面照片 |
|
|
/ | / | |
|
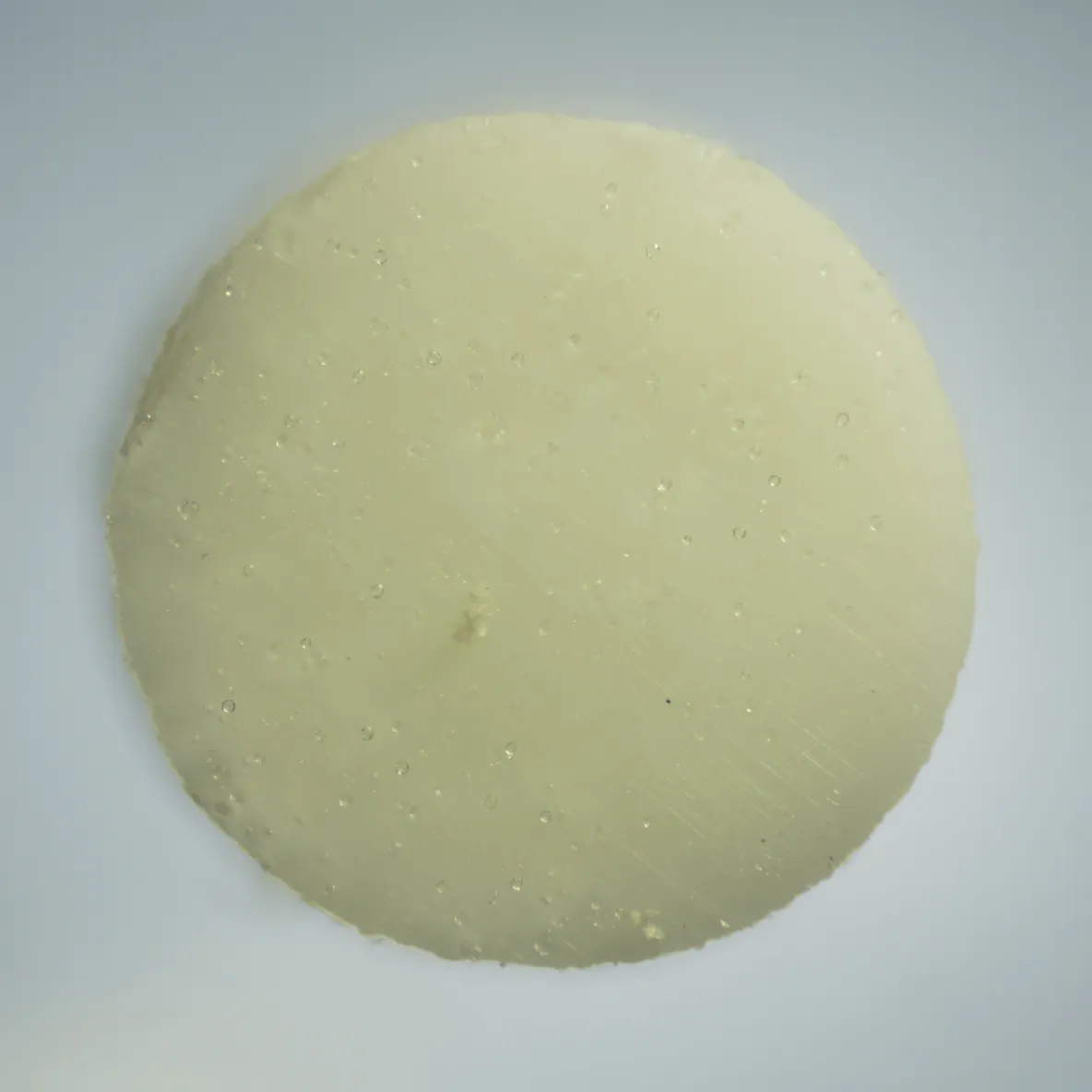
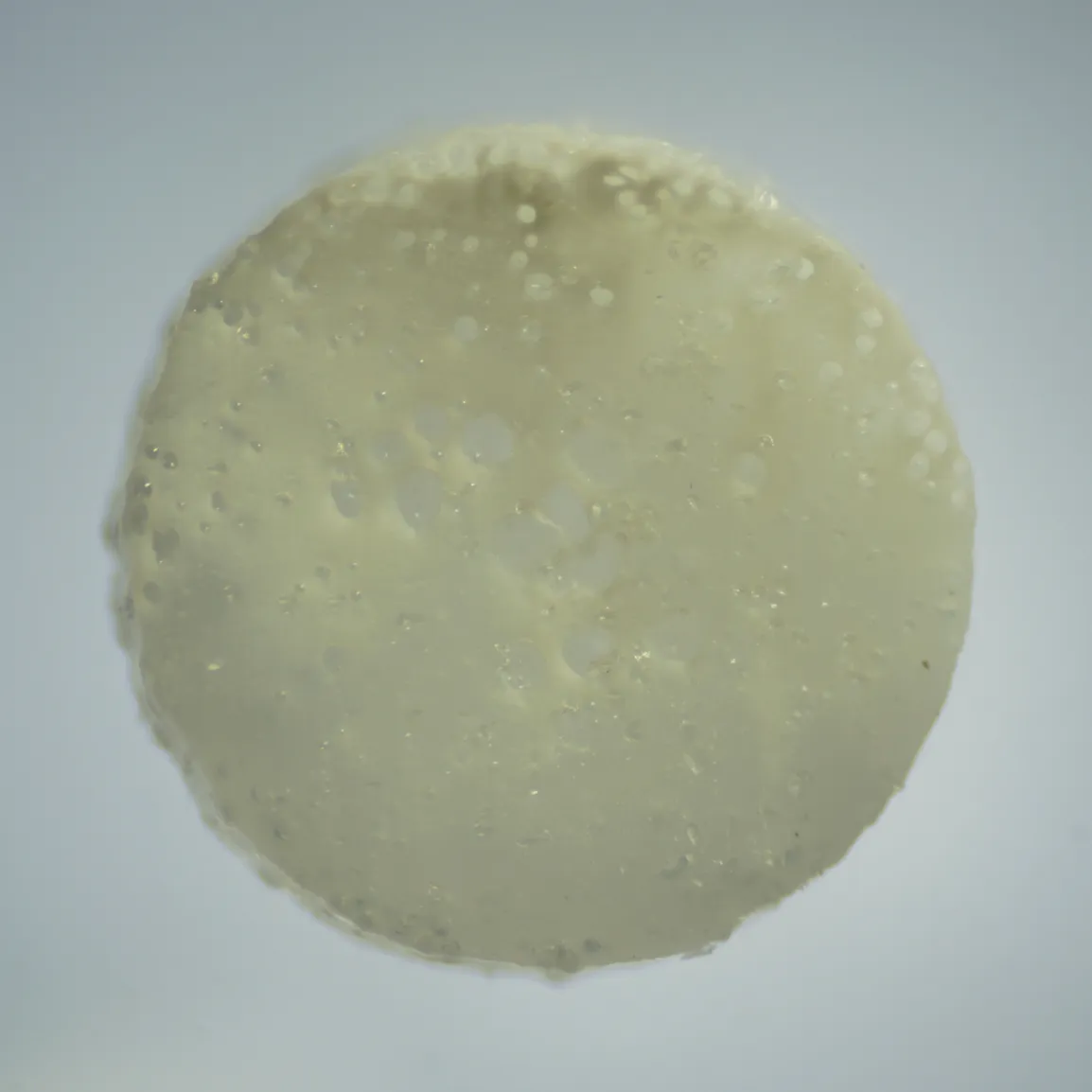
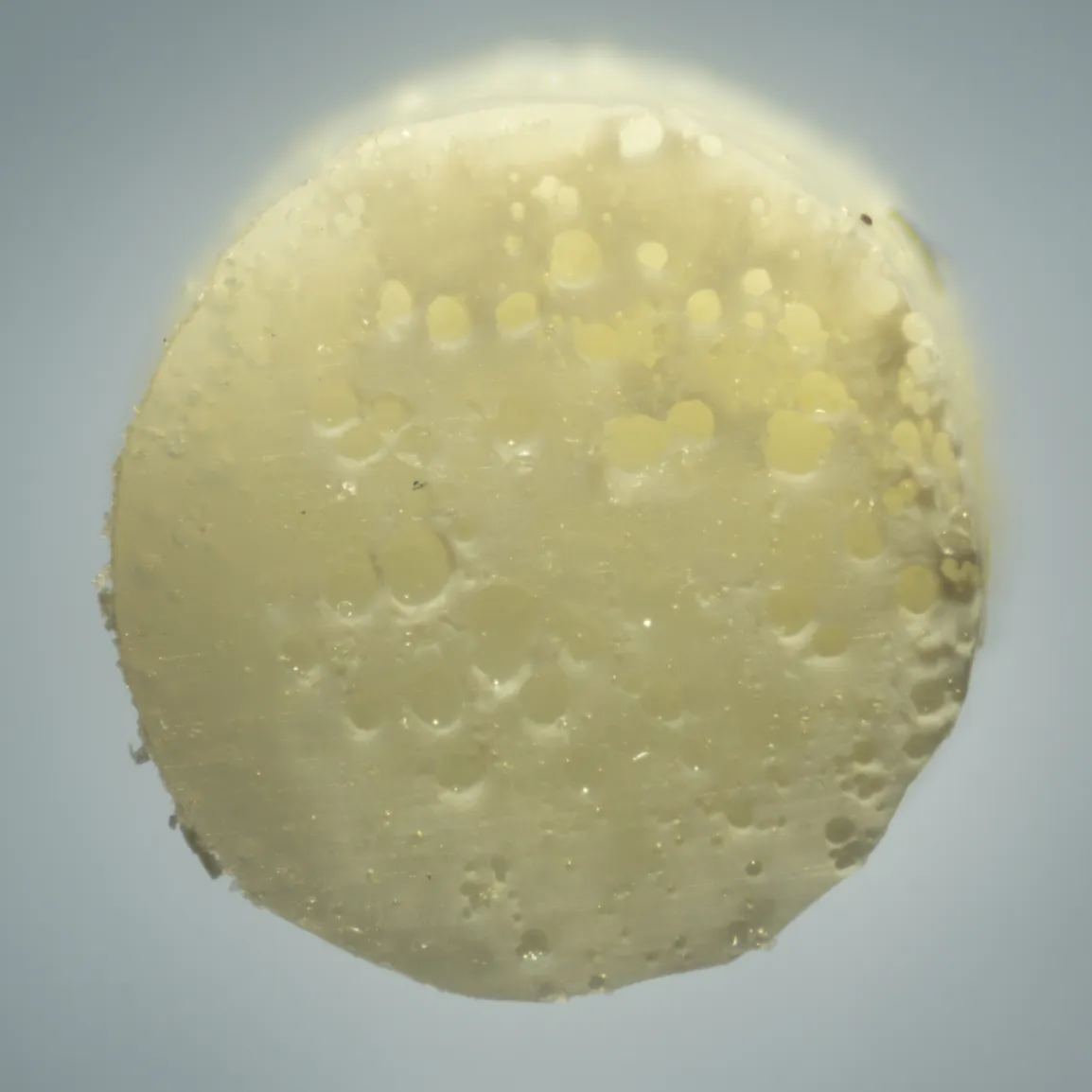
发泡后 模型截面照片 |

|
|
/ | / | |
| 拓竹P1S系列-打印参数推荐 |
/ |
/ |
*PLA-Aero Pro物性参数来源:试样打印参数:喷嘴大小 0.4mm,喷嘴温度 230°C,底板加热 50°C,打印速度 45mm/s,填充率 100%,填充角度±45°
*ASA-Aero 物性参数来源:试样打印参数:流量50%,喷嘴大小 0.4mm,喷嘴温度 250°C,底板加热 100°C,打印速度 45mm/s,填充率 100%,填充角度±45°
*ASA-Aero LT物性参数来源:试样打印参数:流量50%,喷嘴大小0.4mm,喷嘴温度250°C,底板加热80°C,打印速度45mm/s,填充率100%,填充角度+45°
*ASA物性参数来源:试样打印参数:喷嘴大小 0.4mm,喷嘴温度 250°C,底板加热 105°C,打印速度 50mm/s,填充率 100%,填充角度±45°
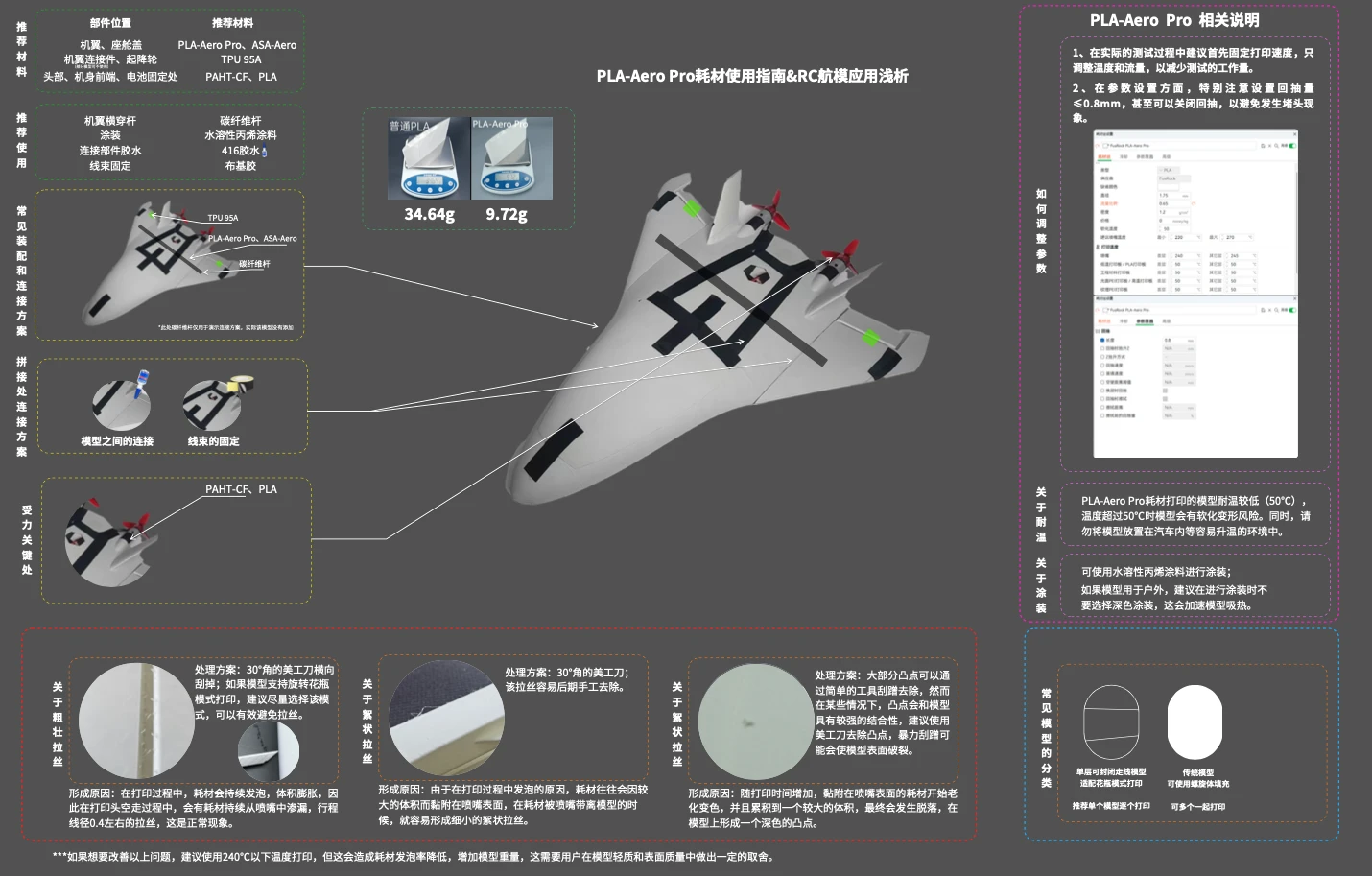
¶ PLA-Aero Pro耗材使用指南&RC航模应用浅析
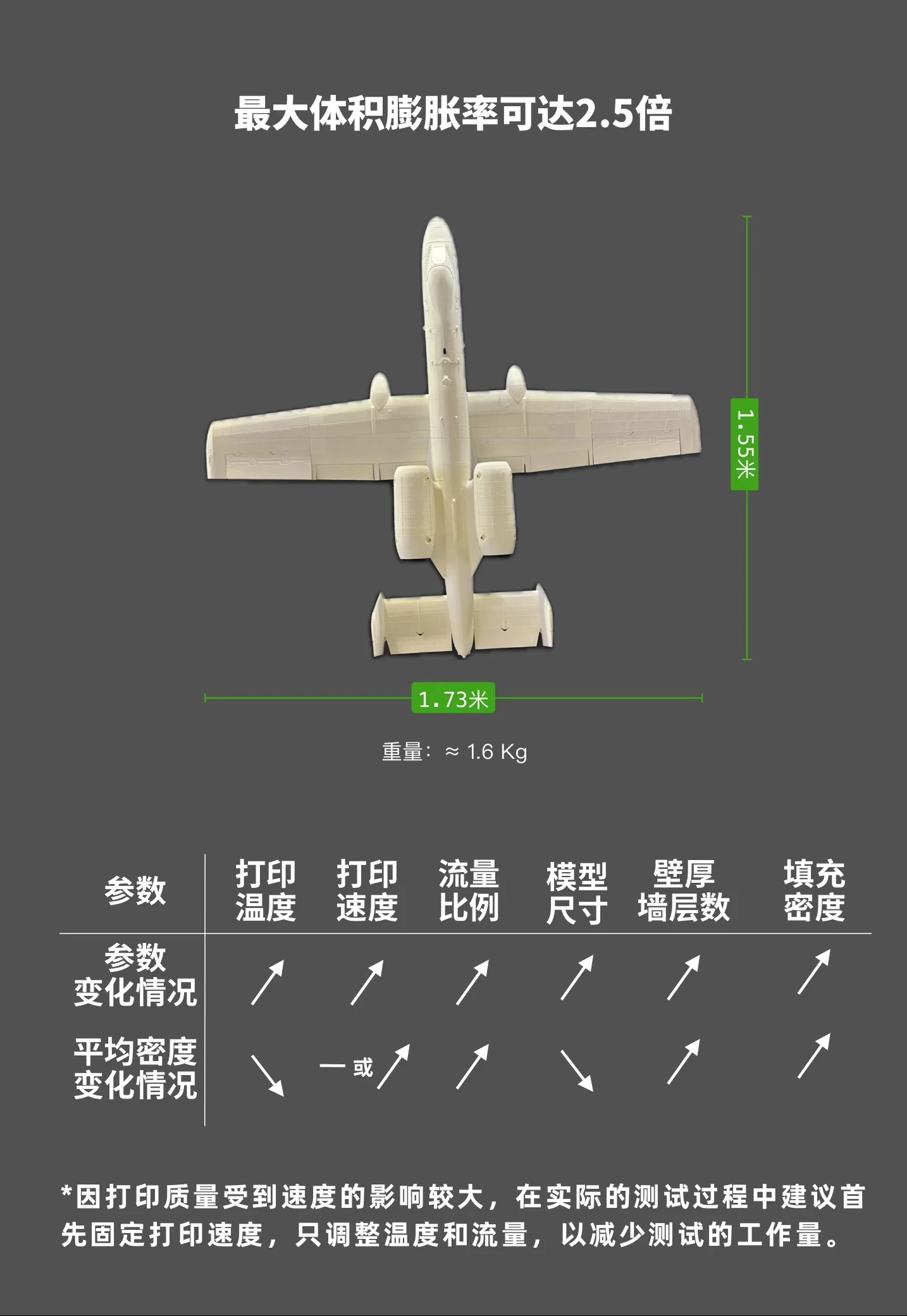
¶ PLA-Aero Pro大尺寸飞机案例参考
¶ 常见问题
¶ Q:PLA-Aero Pro打印可以直接套用普通PLA的参数么?
PLA-Aero Pro为主动发泡型PLA,直接套用普通PLA的打印参数一定会导致打印失败!!!!!!!!
¶ Q:什么样的模型适合使用PLA-Aero Pro打印(所有的模型都可以使用PLA-Aero Pro 进行打印么?)?
PLA-Aero Pro打印航模适合使用旋转花瓶模式,具有较好的外观和较高的成功率。如果模型不支持花瓶模式,慎重使用该材料!!!
¶ Q:ASA-Aero 和 ASA-Aero LT 的区别?
ASA-Aero 具有稍高于 ASA-Aero LT 的发泡倍率,在打印温度偏低时发泡表现更为明显,但在两者都被充分加热的情况下差距并不是很大。同时 ASA-Aero 具有
更高的玻璃化转变温度,因此具有更高的 HDT(0.45MPa 80℃),但这也要求材料需要较高的底板温度和腔体保温:Bed 热床100℃、Chamber仓温 40℃-70℃
ASA-Aero LT 的玻璃化转变温度较低, HDT 为 0.45MPa 67℃,对打印机没有很高的腔体保温要求,大部分情况下可在无保温的设备上打印。
在夏季,当模型面临深色涂装、长期放置于汽车内时、阳光直射等应用场景时,
对材料具有较高的耐热要求,建议使用 ASA-Aero。
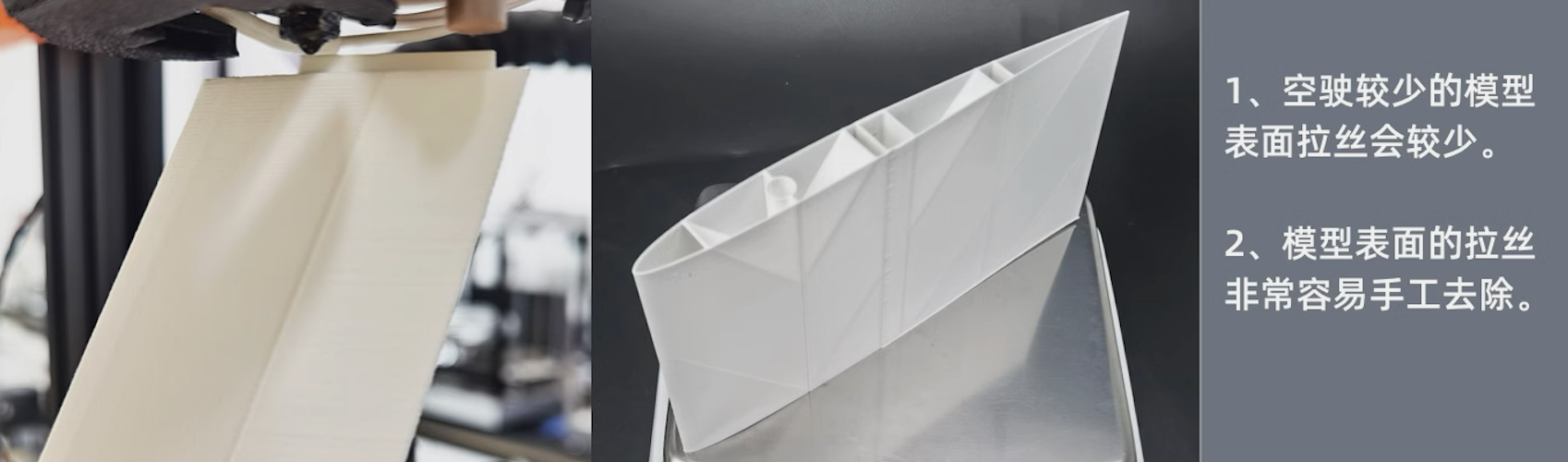
Q:为什么要减少空驶、为什么不支持高速打印、为什么会拉丝有痘、为什么有大的拉丝、为什么打印不好看、为什么不能一次性打印多个模型?
发泡材料打印时需要在喷头中大量吸收热量以使内部气体膨胀,所以要求材料在喷嘴中停留较长时间,打印速度比较慢,6立方毫米/s,无法像普通PLA那样高速打印。
¶ Q:为什么打印要求我们选择花瓶模式?
发泡材料具有较多的拉丝,因为材料在喷嘴中加热膨胀(这就是主动发泡!),会不断从喷嘴中涌出,回抽不具有解决拉丝的作用用!!
另外加大回抽距离反而可能造成堵头,设置在1mm以内就可。
因为是在线发泡这个原因从而会导致:打出来的模型巨抽象,全是拉丝。就像这样:
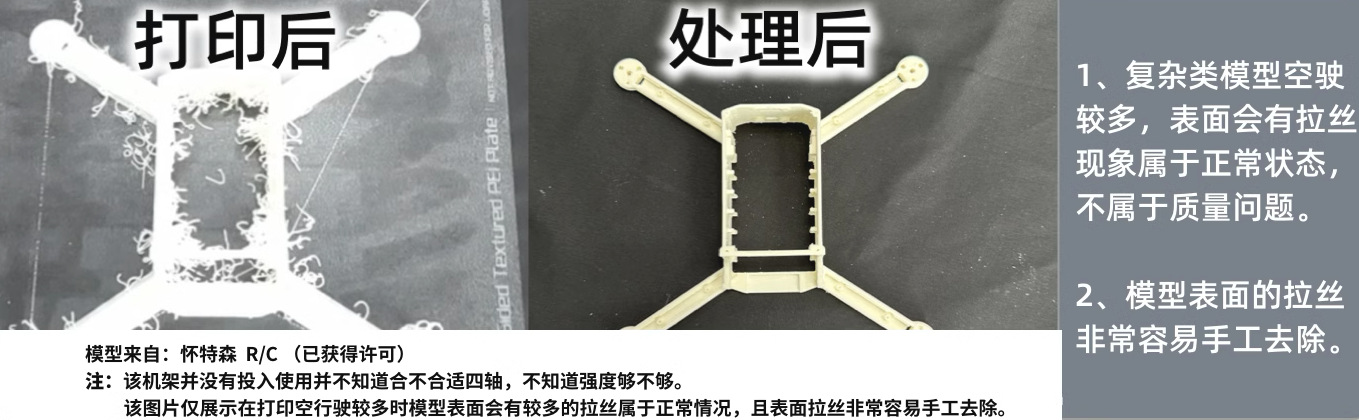
飞机丑倒是其次的,要命的是很有可能会造成一些位置舵机装不进去,孔位被拉丝堵住插不进碳杆,没有碳杆飞机就软的和一坨淤泥一样。因为普通打印模式下,喷头会有空驶路径穿越模型轮廓,而材料在不停的涌出,这个过程造成了大量的拉丝。
甚至因为拉丝粘在喷头上的积料太多,最终喷头会把模型撞翻。
所以我们推荐使用花瓶模式就不具有空驶路径,花瓶模式的打印路径是一条连续的曲线,可以没有断点的跑完整个模型,这就完美解决了空驶这个问题。这是打印效果:
当然这个模型也有一定要求,就是要求模型需要支持花瓶模式(!!!不是所有模型都支持的!!!)
另外这也和各家的切片软件有一定关系,Cura 应该是目前处理花瓶模式最好的软件。
所以各位在下载模型后一定要看一下作者的技术说明文档,是否支持花瓶模式打印,一些图纸工作室甚至会把模板设置好,打开就能直接打印。
¶ Q:我喜欢的航模就是不支持花瓶模式,我非要打印怎么办呢?
首先我们表示 非常非常不推荐!!!
我们的切片的核心思路就是减少材料渗漏和避免大量的空驶路径穿越模型轮廓,所以建议每次只打印一个模型,以下用拓竹切片软件举例。
|
1、温度和流量:选择推荐范围的中位数,常用流量0.6,温度245℃。 如果最求轻量化的极限,可以继续降低流量并提高温度,当然提高温度会带来更严重的漏拉丝,这个就看取舍了。 |
| 2、Z轴抬升:选择普通,默认螺旋会产生坚固的圆圈漏料,就像这样。 |
| 3、层高:选择大于0.2mm(0.24-0.28兼顾效率和表面质量),以减少喷头对材料的挤压,降低材料粘在喷嘴上的几率, |
| 4、工艺-参数-质量:选项卡中有一个 避免跨越外墙功能,平时一般不会使用,因为这会造成打印时间的延长。它的原理是当喷头空驶路径会跨越模型轮廓时,这个功能会让喷头绕远路,从模型内部穿越,从而避免拉丝挂在模型外表面。以拓竹P系列打印机为例,这里我们把数值拉满到999.然后看一下切片效果, 这个功能对于一些带孔的模型非常好用,可以有效避免拉丝堵住空洞,导致插不进碳杆。 |
| 5、支撑:建议能不用就不用。因为发泡的原因,支撑很有可能会和模型在XY方向上黏连到一起,会很难剥离。如果一定要使用支撑,建议支撑/模型XY间距设置0.8mm以上 |
| 6、启用Brim:宽度3mm,间隙0.4mm左右, |
|
7、涂胶:最后记得打印前给底板涂胶水,使用PVP固体胶,或者拓竹的胶水,可以有效防止模型被喷头创翻。 8、 填充:如果需要填充加强模型强度,推荐使用3-5%,螺旋填充,可以比较好的兼顾强度和轻量化 |
|
9、其他参数: 接缝位置:选择背面在某些时候会比对齐有更好的效果,但千万不要选随机。 材料选项卡-回擦功能:发泡材料一般需要设置5mm以上,原理是在打印完一段路径后,会原路径返回擦拭喷嘴,使漏料涂抹在原路径上,可以减少在空驶时的漏料,如果涂抹在内部填充上效果就比较好,但是有时候会涂抹在外壁上效果就 |
¶ Q:怎么每次都是打印一个模型,太麻烦了,我想一次打满一盘?
可以在特殊模式中选择 逐件 的打印模式,当然这个功能对于模型尺寸有一定限制。如果模型尺寸超过限制就用不了了!
!!!如果非要一次打满一盘模型!!!
¶ Q:为什么我的耗材出料不均?
有断层 很有可能喷嘴内部有杂质 刮破了泡孔。
¶ Q:夏季高温环境下选择哪款发泡材料更好些?
在夏季,当模型面临深色涂装、长期放置于汽车内时、阳光直射等应用场景时对材料具有较高的耐热要求,建议使用 ASA-Aero系列。
¶ 健康小提示———关爱您的健康:FusRock 建议您
1、长期大量使用 3D 打印材料进行打印操作,推荐在专用的房间内进行操作,并做好通风。
2、有过敏史的请确认对应使用的材质不会因为接触导致过敏反应。
3、有呼吸道疾病慢性病的朋友请带好口罩保护您的健康。没有相关疾病的朋友也强烈建议在操作时戴好口罩
4、纤维类打印完成后的成品进行打磨或者切制等会导致纤维逸出的操作时,请做好防护谨防刺入或吸入体内5、最后建议您在打印操作时远离儿童和婴儿,关爱下一代的环境安全。
¶ 声明和版权
感谢您访问本网站!在使用本网站前,请您仔细阅读以下版权声明及使用须知:
版权声明:
1. 本网站的所有内容,包括但不限于文字、图片、图形、音频、视频、软件及其编译、代码和技术架构(以下统称为“内容”),均归本网站或相关权利人所有,并受《中华人民共和国著作权法》及其他适用法律法规的保护。
2. 未经本网站书面授权,任何单位或个人不得以任何形式复制、转载、传播、修改、展示、演绎、镜像、上传、下载或以其他方式使用本网站的内容。
3. 本网站中引用的第三方内容,其版权归原权利人所有。若因非本网站原因侵犯了您的合法权益,请及时联系我们,我们将在核实后第一时间处理。
使用须知:
1. 您可以在遵守相关法律法规及本声明的前提下,非商业性地浏览、下载或打印本网站内容,但必须保留相关版权声明及其他所有权信息,不得进行任何形式的修改。
2. 禁止以任何方式对本网站的内容或服务进行商业性使用,包括但不限于利用内容创建衍生作品、出售或分发给第三方。
3. 禁止使用自动化工具(如爬虫、机器人等)获取、复制、监控或尝试访问本网站的内容或数据。
免责声明:
1. 本网站致力于提供准确、可靠的信息,但对内容的完整性、及时性、准确性不作任何明示或暗示的保证。
2. 因使用本网站内容或服务而导致的任何直接或间接损失,本网站不承担任何法律责任。
3. 本网站可能会包含与第三方网站的链接,但本网站对第三方网站的内容及行为不承担任何责任。
权利维护:
如您违反本声明,侵害了本网站的合法权益,我们将保留追究法律责任的权利,包括但不限于提起诉讼或采取其他法律措施。
如对本声明有任何疑问,请通过**[[email protected]]**与我们沟通。
本声明最终解释权归本网站所有。