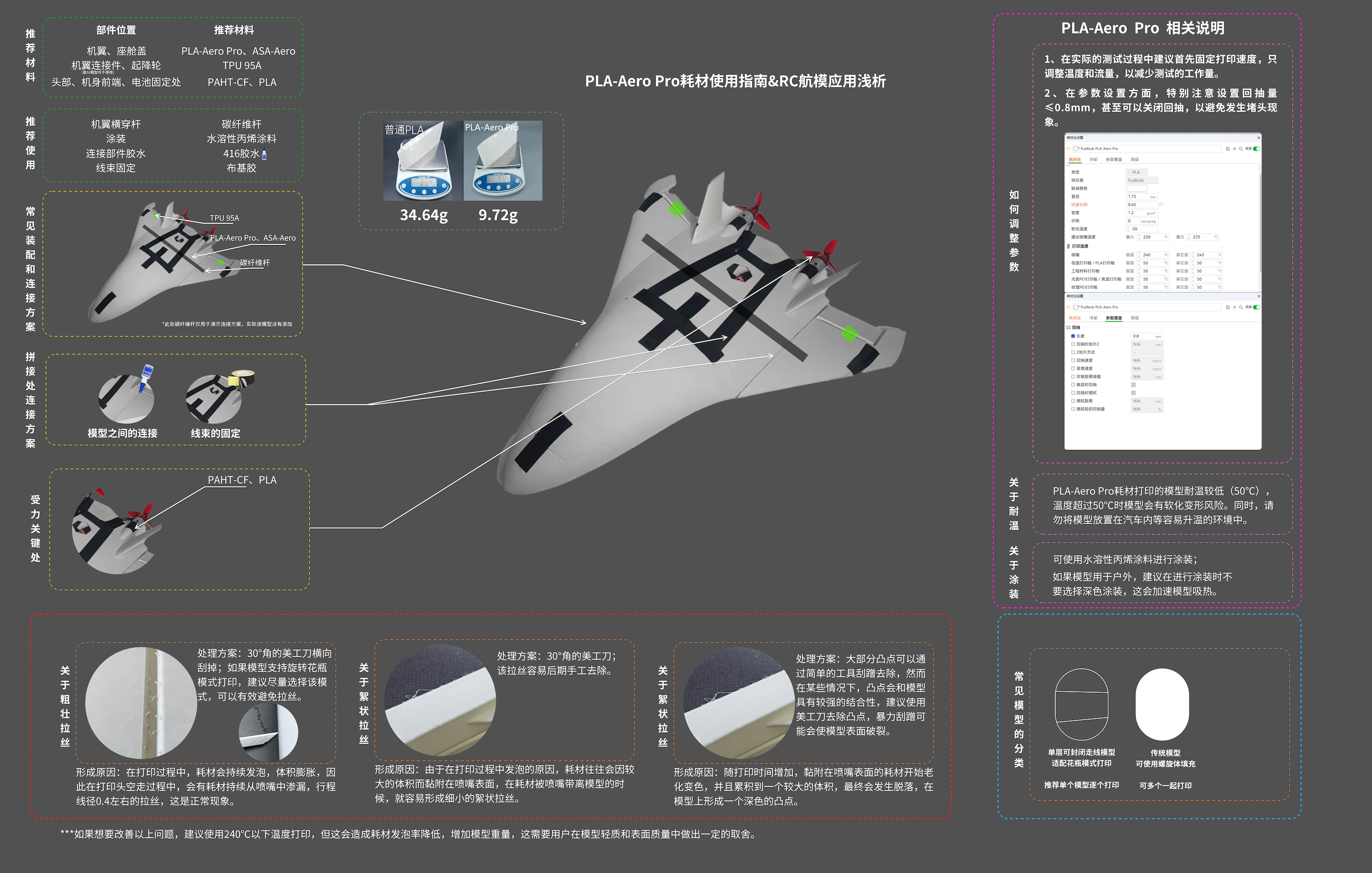
¶ 产品介绍
📖FusFun™️ PLA-Aero Pro 在PLA-Aero基础上提高了发泡倍率,使打印件密度进一步降低,最佳情况下可降至普通PLA打印模型的40%以下。
| 投稿 | 任何您觉得有用的技巧、知识、经验等 | 发送到[email protected] |
| 纠错 | 如果您发现任何错误和纰漏,内容不局限于错别字、描述、专业名词、解决方案等 | 发送到[email protected] |
| 版权 | 任何的版权相关问题 | 发送到[email protected] |
¶ 产品亮点&缺点
|
应用场景 |
航模、船模、无人机等领域研发、轻质外观件 | |||
|
对比 |

|
|

|
|
|
亮点
|
在线发泡技术 | 在打印前,发泡剂在耗材内处于未激发状态,在打印过程中通过调整打印温度可以自由控制发泡助剂发泡倍率,最佳情况下可降至普通PLA打印模型的40%以下。 | ||
| 轻质低密度 | 可有效减轻模型质量 | |||
| 可上色 | 支持水溶性丙烯颜料进行涂装 | |||
|
缺点 |
韧性相对较低 |
不耐摔 韧性稍高于 ASA-Aero |
||
| 不耐高温 | 夏季高温会变形(另外色深涂装会加剧变形),如室放夏季放在室外汽车内。 | |||
| 不可避免的拉丝类情况 | 采用了“在线发泡”的技术,耗材在喷头内部受热后就会迅速膨胀,造成难以避免的拉丝现象,切片软件中的回抽设置无法起到明显的作用,甚至建议关闭回抽设置。 | |||
¶ 3D打印机设备·硬件要求
| 喷嘴材质要求 |
铜材质喷嘴(直径 0.4-1.0mm) 推荐铜材质喷嘴热传递相对稳定,有助于发泡稳定 不锈钢及硬化刚材质也可支持效果稍微差些 |
| 推荐的喷嘴加热区长度 | ≥8mm |
| 封箱 |
无需 有封箱的打印时请敞开,防止堵头 |
| 仓温辅助加热 | 无需 |
| 热床加热 |
需有热床加温 加热温度可达 50℃ 即可 |
| 热床材质 | PEI面板、玻璃、PC膜或涂层、PVP胶 |
¶ 打印设置参数(切片软件设置推荐参数)
| 喷嘴温度 | 230-270℃ (最大发泡参考温度260℃,实际根据设备和环境情况上下浮动) |
| 底板热床温度 | 50℃ |
| 模型散热风扇开度 | 开启 100% (部分改装暴力风扇的适度降低) |
| 回抽 | 关闭回抽 |
| 推荐打印速度 | 30-90mm/s |
| 体积流量速度 | 6 mm³/s |
| 测试用流量倍率 | 0.65 |
| 测试用打印温度 | 240℃ |
| K值 | 拓竹设备默认0.02,其他设备参考厂家推荐参数,请校准数值后再更改厂家推荐的数值(校准后的数值和厂家推荐数值偏差过大时,请考虑重新校准测试或联系我们咨询),K值会影响打印产品的质量和打印的成败 |
我们的切片的核心思路就是减少材料渗漏和避免大量的空驶路径穿越模型轮廓,所以建议每次只打印一个模型,以下用拓竹切片软件举例。
|
1、温度和流量:选择推荐范围的中位数,常用流量0.6,温度245℃。 如果最求轻量化的极限,可以继续降低流量并提高温度,当然提高温度会带来更严重的漏拉丝,这个就看取舍了。 |
| 2、Z轴抬升:选择普通,默认螺旋会产生坚固的圆圈漏料,就像这样。 |
| 3、层高:选择大于0.2mm(0.24-0.28兼顾效率和表面质量),以减少喷头对材料的挤压,降低材料粘在喷嘴上的几率, |
| 4、工艺-参数-质量:选项卡中有一个 避免跨越外墙功能,平时一般不会使用,因为这会造成打印时间的延长。它的原理是当喷头空驶路径会跨越模型轮廓时,这个功能会让喷头绕远路,从模型内部穿越,从而避免拉丝挂在模型外表面。以拓竹P系列打印机为例,这里我们把数值拉满到999.然后看一下切片效果, 这个功能对于一些带孔的模型非常好用,可以有效避免拉丝堵住空洞,导致插不进碳杆。 |
| 5、支撑:建议能不用就不用。因为发泡的原因,支撑很有可能会和模型在XY方向上黏连到一起,会很难剥离。如果一定要使用支撑,建议支撑/模型XY间距设置0.8mm以上 |
| 6、启用Brim:宽度3mm,间隙0.4mm左右, |
|
7、涂胶:最后记得打印前给底板涂胶水,使用PVP固体胶,或者拓竹的胶水,可以有效防止模型被喷头创翻。 8、 填充:如果需要填充加强模型强度,推荐使用3-5%,螺旋填充,可以比较好的兼顾强度和轻量化 |
|
9、其他参数: 接缝位置:选择背面在某些时候会比对齐有更好的效果,但千万不要选随机。 材料选项卡-回擦功能:发泡材料一般需要设置5mm以上,原理是在打印完一段路径后,会原路径返回擦拭喷嘴,使漏料涂抹在原路径上,可以减少在空驶时的漏料,如果涂抹在内部填充上效果就比较好,但是有时候会涂抹在外壁上效果就 |
¶ 打印参数(配置文件)下载
| 设备型号 | 下载地址 | 文件制作切片软件 | 更新日期 |
| 拓竹P1S | /pla-aero pro/fusrock_pla-aero_pro_p1s-层高0.28mm_航模花瓶模式_240927.3mf | Bambulab Studio 1.9.7.52 | 20240927 |
| /pla-aero pro/fusrock_pla-aero_pro_p1s-层高0.28mm_非花瓶模式_240927.3mf | Bambulab Studio 1.9.7.52 | 20240927 |
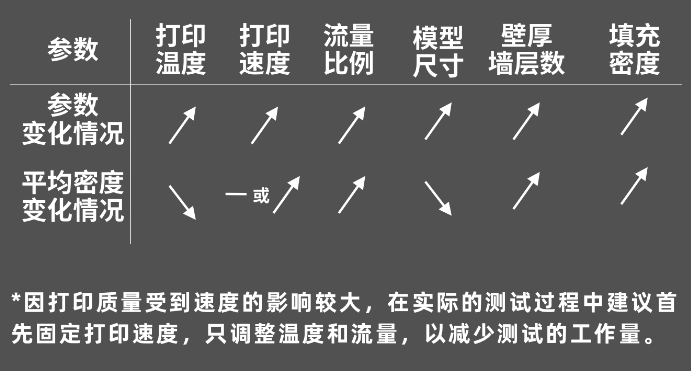
¶ 打印温度对发泡的影响
| 打印速度60mm/s 层高 0.25mm 喷嘴 0.4mm 铜喷嘴 流量 100% Prusa MK3S | ||||||||
| 打印温度 | ℃ | 220 | 230 | 240 | 250 | 260 | 270 | 280 |
| 单层壁厚 | mm | 0.60 | 0.72 | 0.84 | 0.97 | 1.08 | 1.17 | 1.23 |
| 密度 | g/cm³ | 0.81 | 0.68 | 0.58 | 0.50 | 0.45 | 0.42 | 0.40 |
| 打印速度60mm/s 层高 0.25mm 喷嘴 0.4mm 钢喷嘴 流量100% Bambu XIC | ||||||||
| 打印温度 | ℃ | 220 | 230 | 240 | 250 | 260 | 270 | 280 |
| 单层壁厚 | mm | 0.48 | 0.57 | 0.70 | 0.84 | 0.96 | 1.06 | 1.06 |
| 密度 | g/cm³ | 0.89 | 0.75 | 0.61 | 0.51 | 0.45 | 0.40 | 0.40 |
*⚠️*测试采用相同参数打印单层薄壁模型,不同打印机和切片软件会有一定差距(MK3S打印模型质量为24.5g,X1C打印模型质量为21.5g)。
¶ 打印完后退火要求
| 退火要求 | 无需退火 |
¶ 打印时放置要求
| 打印时如何放置 |
推荐放置方案如下图所示: 
|
不推荐直接外挂打印(防潮耗材受潮导致拉丝以及打印失败,打印效果差) 实在需要外挂打印时,部分设备外挂时请留意是否会与料盘干涉,导致打印挤出受阻从而出料不顺畅卡线。 
|
| 日常使用时 |
1、及时更换干燥剂 避免耗材成为干燥剂吸湿而湿度计无变化的情况 2、打印时保证防潮放入防潮盒,不要使用市面上的加热防潮盒一边打印一边加热,会导致材料老化加剧,甚至因为水汽无法排出导致耗材受潮更加严重。 3、也可放入AMS中打印,注意关注湿度显示状态,及时更换干燥剂。 4、耗材受潮及时烘干 |
|
¶ 耗材(防潮)储存要求
| 短期不使用时 | 1、放入密封的防潮盒或简易抽真空即可,避免阳光直射。 | |
| 长期不使用防潮 | 1、将耗材放入出厂的铝箔袋后排出铝箔袋空气(有条件请再其中放入一包干燥的干燥剂),在外面再套入一层家用抽真空保鲜密封袋,然后抽真空。放在阴凉干燥处保存,避免阳光直射。 | |
¶ 物性表(物理、热学、机械、冲击性能)
| 物理性能 | 测试标准 | 典型数值 |
|
密度 |
ISO 1183 |
1.19 g/сm³ |
|
吸湿率 |
ISO 62 |
0.4% |
|
熔融指数 |
200°C, 2.16kg |
5 g/10min |
| 热学性能 | 测试标准 | 典型数值 |
|
玻璃化转变温度 |
ISO 11357 |
60 °C |
|
熔点 |
/ °C |
|
|
维卡软化温度 |
ISO 306 |
65 °C |
|
热变形温度 |
ISO 75 Method A 1.80MPa |
43 °C |
|
ISO 75 Method B 0.45MPa |
50 ℃ |
|
| 机械性能 | 测试标准 | 典型数值 |
|
拉伸屈服强度(X-Y) |
ISO 527 |
无屈服 MPa |
|
屈服点伸长率(X-Y) |
无屈服 % |
|
|
杨氏模量(X-Y) |
820.31±8.82 MPa |
|
|
拉伸断裂强度(X-Y) |
10.65±0.09 MPa |
|
|
断裂伸长率(X-Y) |
9.17±0.61% |
|
|
拉伸屈服强度(Z) |
ISO 527 |
无屈服 MPa |
|
屈服点伸长率(Z) |
无屈服 % |
|
|
杨氏模量 (Z) |
419.05±14.60 MPa |
|
|
拉伸断裂强度(Z) |
5.06±0.19 MPa |
|
|
断裂伸长率(Z) |
10.91±2.01 % |
|
|
弯曲强度 (X-Y) |
ISO 178 |
19.27±0.09 МРа |
|
弯曲模量(X-Y) |
872.93±55.10 MPa |
|
| 冲击性能 | 测试标准 | 典型数值 |
| 缺口冲击强度(简支梁) |
ISO 179 |
2.93±0.15 kJ/m² |
|
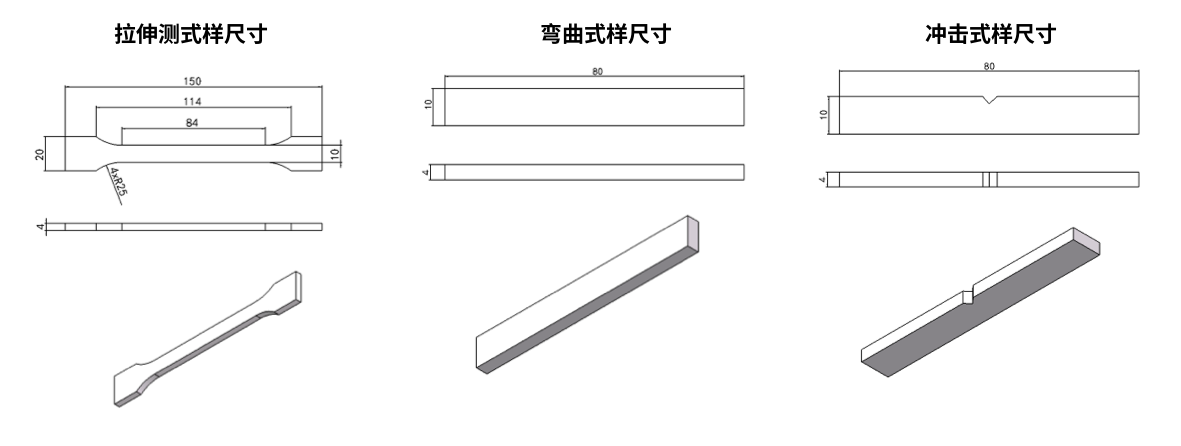
式样打印参数:喷嘴大小0.4mm,喷嘴温度260°C,底板加热50°C,打印速度60mm/s,填充率100%,填充角度士45° |
||
 |
||
¶ 耗材受潮处理方案及方法
| 烘干参数 |
PTC小型烘干盒:60-70℃,烘干4小时 小型恒温鼓式烘干机:推荐先做烘干测试,严格按照下面注意事项进行烘干、请先用空料盘进行温度测试后来提升烘干温度,以防温度过高或不均匀导致料盘烘干变形 大型恒温鼓式烘干机:60-70℃,烘干4小时 PS:为什么不同的烘干设备烘干温度会有差别: 点击了解查看 |
| 注意事项⚠️ |
1、没有把握的请先用空料盘进行温度测试,以防温度过高或不均匀导致料盘烘干变形 2、严格按照耗材参数介绍页面推荐的烘干温度和时间进行烘干 3、推荐使用鼓式烘干箱(不要对着出风口!否则会变形) 4、烘干料盘时候注意避开出风口 5、不推荐将料盘直接放置在网上(建议使用平板类的如金属板之类的) 6、注意取出耗材时温度过高导致烫伤等 7、预防火灾注意设备使用安全 8、注意,干燥耗材、打印件以及给打印件退火时,建议使用温度均匀的设备,例如鼓风型烤箱(Blast drying oven)(部分厂家不合格不可使用),不可使用微波炉或家庭烤箱,应避免其明显受力或受热不均(一定要远离烤箱发热区),以免线材、料盘或模型因局部过载、过温而损坏。 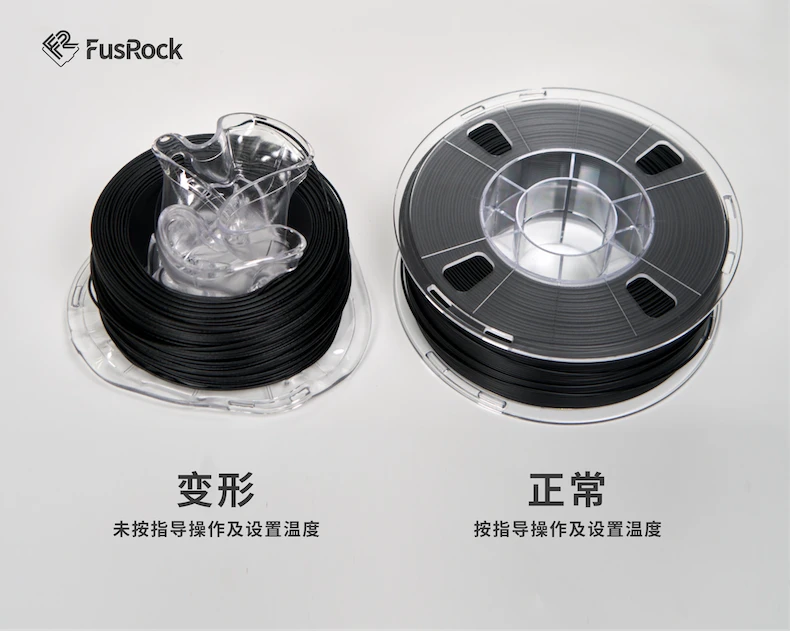 |
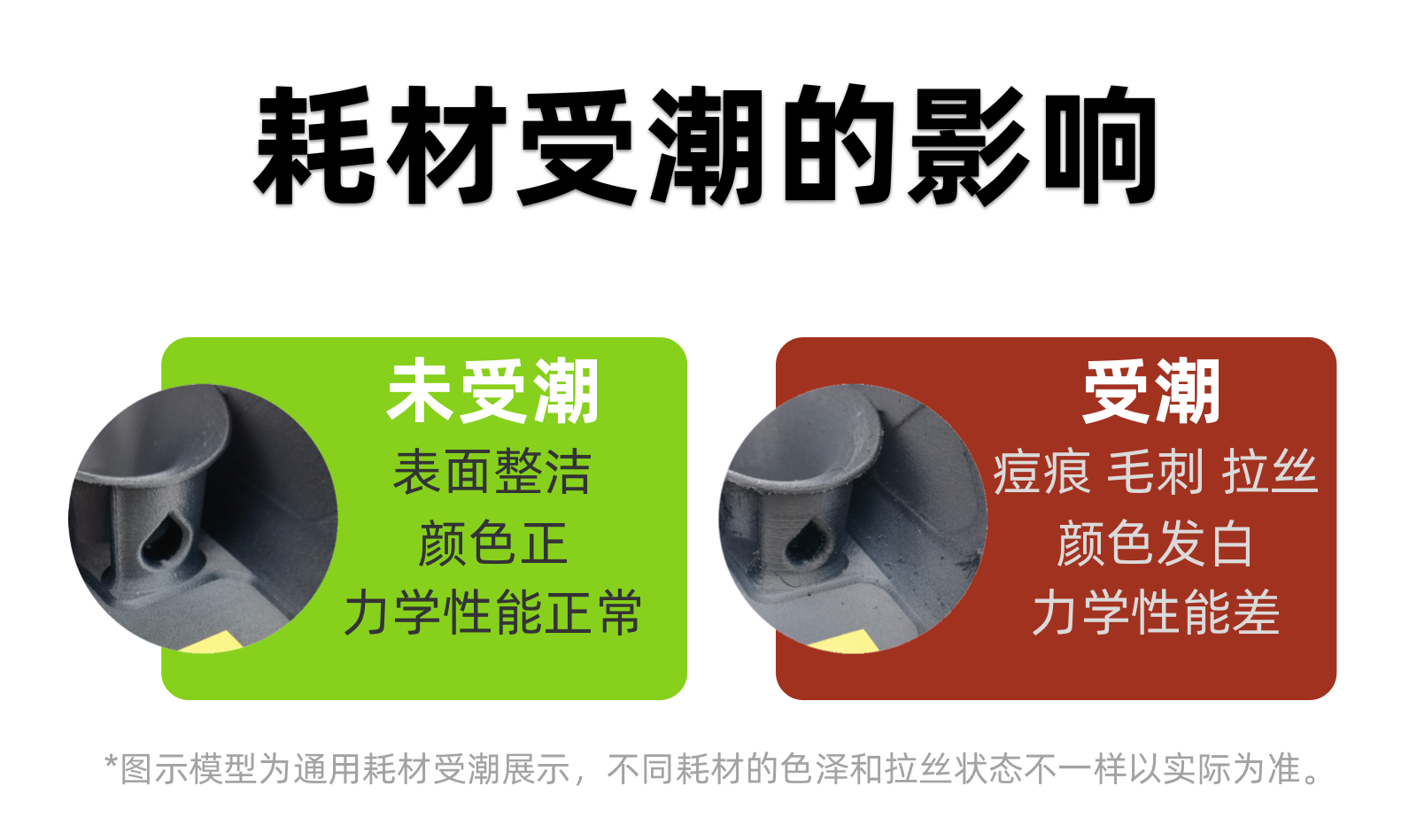
| 干燥受潮对比 |
 |
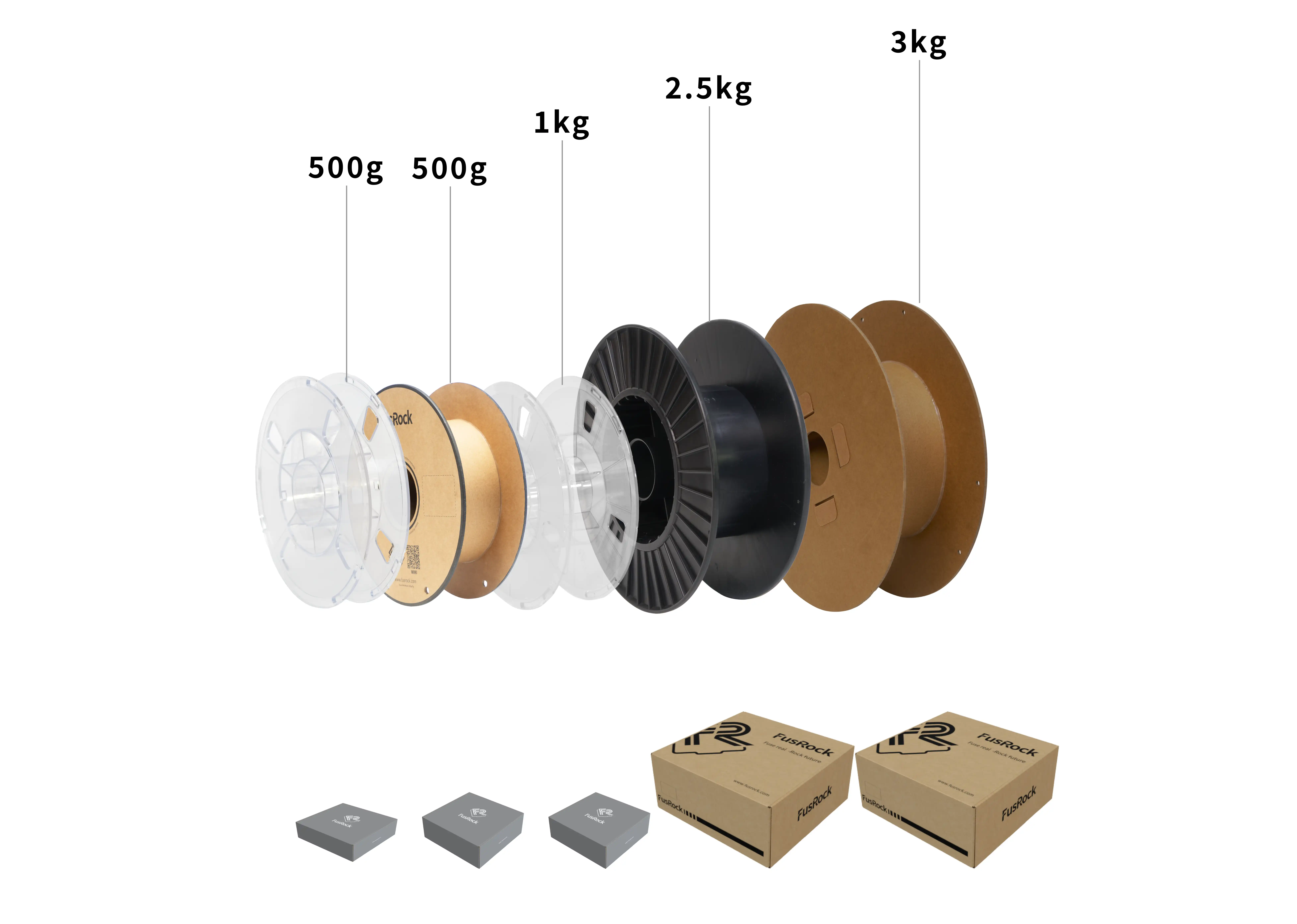
¶ 料盘常见尺寸和规格信息
| 料盘材质 | 塑料料盘材质为PS材质-耐温 80℃。(注意料盘耐温温度为料盘耐温上限,不可等同于烘干温度设置,烘干温度参考「耗材受潮处理方案及方法」) |
| 塑料料盘尺寸规格 |
|
| 产品包装说明 |
双面铝箔袋:可实现高效防潮,出厂含水率< 0.06 %,比透明尼龙袋隔水性更好 内置密封条:热封口撕开可重复使用,延长耗材干燥状态,可用作收纳袋更环保 |
¶ 市面上常见3D打印机及相关辅助设备·兼容性相关说明
| 3D打印机兼容清单 | 拓竹设备支持列表 |
X1 Carbon(需打开舱门打印;AMS可用但不推荐,注意防潮;不支持外挂金属支架存在干涉和导致受潮。) X1(需打开舱门打印;AMS可用但不推荐,注意防潮;不支持外挂金属支架存在干涉和导致受潮。) X1E(需打开舱门打印;AMS可用但不推荐,注意防潮;不支持外挂金属支架存在干涉和导致受潮。) P1P(有升级改造的需打开舱门打印;AMS可用但不推荐,注意防潮;不支持外挂金属支架存在干涉和导致受潮。) P1S(需打开舱门打印;AMS可用但不推荐,注意防潮;不支持外挂金属支架存在干涉和导致受潮。) A1(有升级改造的需打开舱门打印;AMS Lite可用但不推荐,注意防潮;不支持外挂金属支架存在干涉和导致受潮。) A1 mini(有升级改造的需打开舱门打印;AMS Lite可用但不推荐,注意防潮;不支持外挂金属支架存在干涉和导致受潮。) 其他等待补充 |
| 复志设备支持列表 |
Pro3(需打开舱门打印;注意耗材防潮。) Pro3 Plus(需打开舱门打印;注意耗材防潮。) E2(需打开舱门打印;注意耗材防潮。) 其他等待补充 |
|
| 创想三维 |
K1(注意入料管角度需想办法调整;需打开舱门打印;注意耗材防潮。) K1C(注意入料管角度需想办法调整;需打开舱门打印;注意耗材防潮。) K1Max(注意入料管角度需想办法调整;需打开舱门打印;注意耗材防潮。) 其他等待补充 |
|
| Prusa 3D |
Prusa XL (需打开舱门打印;注意耗材防潮。) 其他等待补充 |
|
| 闪铸科技 |
AD5M(需打开舱门打印;注意耗材防潮。) 其他等待补充 |
|
| 启迪科技QiDi |
X-Max 3(需打开舱门打印;注意耗材防潮。) Q1 Pro (需打开舱门打印;注意耗材防潮。) X-Plus 3 (需打开舱门打印;注意耗材防潮。) X-Plus 4(需打开舱门打印;注意耗材防潮。) 其他等待补充 |
|
| 更多支持列表和描述 | 发送到[email protected] |
¶ 常见问题
¶ Q:如何选择发泡系列选择参考对比-PLA-Aero Pro、ASA-Aero、ASA-Aero LT、PP-Aero
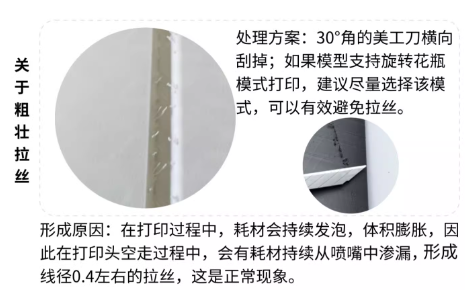
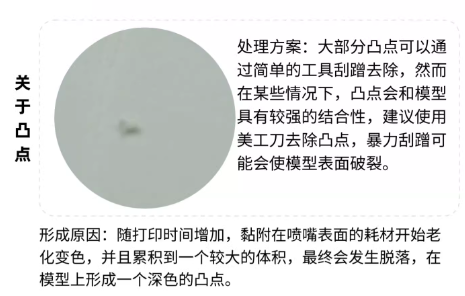
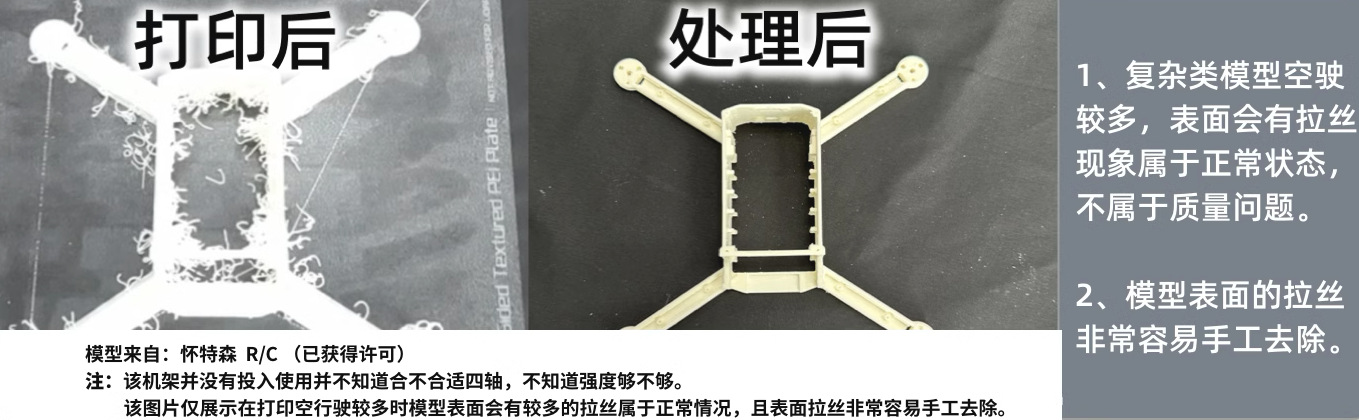
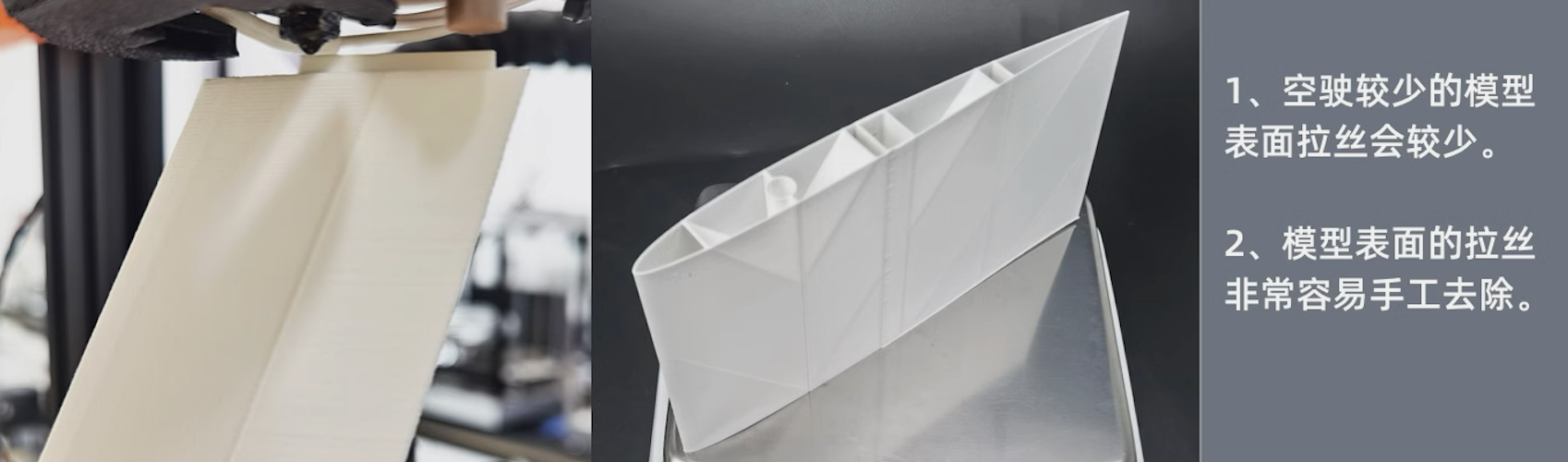
¶ Q:关于各种拉丝、粗壮拉丝、凸点、絮状拉丝的说明?
 |
 |
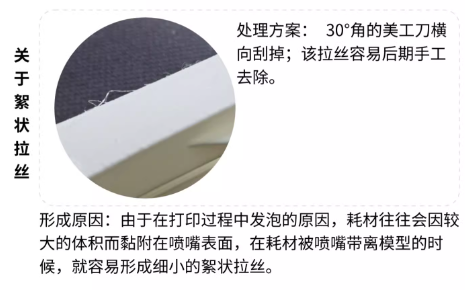 |
如果想要改善以上问题,建议使用240°以下温度打印,但这会造成耗材发泡率降低,增加模型重量,这需要用户在模型轻质和表面质量中做出一定的取舍。
¶ Q:PLA-Aero Pro打印可以直接套用普通PLA的参数么?
PLA-Aero Pro为主动发泡型PLA,直接套用普通PLA的打印参数一定会导致打印失败!!!!!!!!
¶ Q:PLA-Aero Pro 发泡与各种参数的关系?
¶ Q:什么样的模型适合使用PLA-Aero Pro打印(所有的模型都可以使用PLA-Aero Pro 进行打印么?)?
PLA-Aero Pro打印航模适合使用旋转花瓶模式,具有较好的外观和较高的成功率。如果模型不支持花瓶模式,慎重使用该材料!!!
¶ Q:为什么要减少空驶、为什么不支持高速打印、为什么会拉丝有痘、为什么有大的拉丝、为什么打印不好看、为什么不能一次性打印多个模型?
发泡材料打印时需要在喷头中大量吸收热量以使内部气体膨胀,所以要求材料在喷嘴中停留较长时间,打印速度比较慢,6立方毫米/s,无法像普通PLA那样高速打印。
¶ Q:为什么打印要求我们选择花瓶模式?
发泡材料具有较多的拉丝,因为材料在喷嘴中加热膨胀(这就是主动发泡!),会不断从喷嘴中涌出,回抽不具有解决拉丝的作用用!!
另外加大回抽距离反而可能造成堵头,设置在1mm以内就可。
因为是在线发泡这个原因从而会导致:打出来的模型巨抽象,全是拉丝。就像这样:
飞机丑倒是其次的,要命的是很有可能会造成一些位置舵机装不进去,孔位被拉丝堵住插不进碳杆,没有碳杆飞机就软的和一坨淤泥一样。因为普通打印模式下,喷头会有空驶路径穿越模型轮廓,而材料在不停的涌出,这个过程造成了大量的拉丝。
甚至因为拉丝粘在喷头上的积料太多,最终喷头会把模型撞翻。
所以我们推荐使用花瓶模式就不具有空驶路径,花瓶模式的打印路径是一条连续的曲线,可以没有断点的跑完整个模型,这就完美解决了空驶这个问题。这是打印效果:
当然这个模型也有一定要求,就是要求模型需要支持花瓶模式(!!!不是所有模型都支持的!!!)
另外这也和各家的切片软件有一定关系,Cura 应该是目前处理花瓶模式最好的软件。
所以各位在下载模型后一定要看一下作者的技术说明文档,是否支持花瓶模式打印,一些图纸工作室甚至会把模板设置好,打开就能直接打印。
¶ Q:我喜欢的航模就是不支持花瓶模式,我非要打印怎么办呢?
首先我们表示 非常非常不推荐!!!
我们的切片的核心思路就是减少材料渗漏和避免大量的空驶路径穿越模型轮廓,所以建议每次只打印一个模型,以下用拓竹切片软件举例。
|
1、温度和流量:选择推荐范围的中位数,常用流量0.6,温度245℃。 如果最求轻量化的极限,可以继续降低流量并提高温度,当然提高温度会带来更严重的漏拉丝,这个就看取舍了。 |
| 2、Z轴抬升:选择普通,默认螺旋会产生坚固的圆圈漏料,就像这样。 |
| 3、层高:选择大于0.2mm(0.24-0.28兼顾效率和表面质量),以减少喷头对材料的挤压,降低材料粘在喷嘴上的几率, |
| 4、工艺-参数-质量:选项卡中有一个 避免跨越外墙功能,平时一般不会使用,因为这会造成打印时间的延长。它的原理是当喷头空驶路径会跨越模型轮廓时,这个功能会让喷头绕远路,从模型内部穿越,从而避免拉丝挂在模型外表面。以拓竹P系列打印机为例,这里我们把数值拉满到999.然后看一下切片效果, 这个功能对于一些带孔的模型非常好用,可以有效避免拉丝堵住空洞,导致插不进碳杆。 |
| 5、支撑:建议能不用就不用。因为发泡的原因,支撑很有可能会和模型在XY方向上黏连到一起,会很难剥离。如果一定要使用支撑,建议支撑/模型XY间距设置0.8mm以上 |
| 6、启用Brim:宽度3mm,间隙0.4mm左右, |
|
7、涂胶:最后记得打印前给底板涂胶水,使用PVP固体胶,或者拓竹的胶水,可以有效防止模型被喷头创翻。 8、 填充:如果需要填充加强模型强度,推荐使用3-5%,螺旋填充,可以比较好的兼顾强度和轻量化 |
|
9、其他参数: 接缝位置:选择背面在某些时候会比对齐有更好的效果,但千万不要选随机。 材料选项卡-回擦功能:发泡材料一般需要设置5mm以上,原理是在打印完一段路径后,会原路径返回擦拭喷嘴,使漏料涂抹在原路径上,可以减少在空驶时的漏料,如果涂抹在内部填充上效果就比较好,但是有时候会涂抹在外壁上效果就 |
¶ Q:怎么每次都是打印一个模型,太麻烦了,我想一次打满一盘?
!!!如果非要一次打满一盘模型!!!
可以在特殊模式中选择 逐件 的打印模式,当然这个功能对于模型尺寸有一定限制。如果模型尺寸超过限制就用不了了!
¶ Q:为什么我的耗材出料不均?
有断层 很有可能喷嘴内部有杂质 刮破了泡孔。
¶ Q:夏季高温环境下选择哪款发泡材料更好些?
在夏季,当模型面临深色涂装、长期放置于汽车内时、阳光直射等应用场景时对材料具有较高的耐热要求,建议使用 ASA-Aero系列。
¶ 客户案列问题分析(通过一个个客户遇到的问题一次性展示常见遇到的问题)
¶ 客户:以太LYBing 发泡飞行器案例分析
¶ 健康小提示———关爱您的健康:FusRock 建议您
1、长期大量使用 3D 打印材料进行打印操作,推荐在专用的房间内进行操作,并做好通风。
2、有过敏史的请确认对应使用的材质不会因为接触导致过敏反应。
3、有呼吸道疾病慢性病的朋友请带好口罩保护您的健康。没有相关疾病的朋友也强烈建议在操作时戴好口罩
4、纤维类打印完成后的成品进行打磨或者切制等会导致纤维逸出的操作时,请做好防护谨防刺入或吸入体内
5、最后建议您在打印操作时远离儿童和婴儿,关爱下一代的环境安全。
¶ 应用免责声明
1. Fusrock 3D 打印耗材适用于通用打印用途,已在标准条件下进行测试。然而,打印成品的性能与安全性受多种因素影响,包括打印参数、模型设计、使用环境及实际用途。
2. 使用 Fusrock 材料即表示用户已知悉并同意,自行评估打印件是否适用于其具体应用,并承担由此产生的全部风险。
3. Fusrock 对使用本公司耗材打印的产品在实际应用中可能导致的任何损害、伤害或损失不承担任何责任,包括但不限于结构失效、功能异常或使用环境中的安全隐患。在将打印件应用于关键、功能性或商业性场景前,请务必进行充分测试。除Fusrock已标明材料所获得的各项认证资质外,Fusrock 产品未取得医疗、航天或生命支持系统认证资质。
4.FusRock 耗材仅限于民用、非武器用途,例如原型开发、爱好模型制作及工业部件制造。任何试图利用本公司材料制造枪支、气枪或其他受管制装置的行为,均被严格禁止,并违反本公司的政策。3D 打印成品的使用及其法律合规性,完全由终端用户自行承担责任。
¶ 声明和版权
感谢您访问本网站!在使用本网站前,请您仔细阅读以下版权声明及使用须知:
版权声明:
1. 本网站的所有内容,包括但不限于文字、图片、图形、音频、视频、软件及其编译、代码和技术架构(以下统称为“内容”),均归本网站或相关权利人所有,并受《中华人民共和国著作权法》及其他适用法律法规的保护。
2. 未经本网站书面授权,任何单位或个人不得以任何形式复制、转载、传播、修改、展示、演绎、镜像、上传、下载或以其他方式使用本网站的内容。
3. 本网站中引用的第三方内容,其版权归原权利人所有。若因非本网站原因侵犯了您的合法权益,请及时联系我们,我们将在核实后第一时间处理。
使用须知:
1. 您可以在遵守相关法律法规及本声明的前提下,非商业性地浏览、下载或打印本网站内容,但必须保留相关版权声明及其他所有权信息,不得进行任何形式的修改。
2. 禁止以任何方式对本网站的内容或服务进行商业性使用,包括但不限于利用内容创建衍生作品、出售或分发给第三方。
3. 禁止使用自动化工具(如爬虫、机器人等)获取、复制、监控或尝试访问本网站的内容或数据。
免责声明:
1. 本网站致力于提供准确、可靠的信息,但对内容的完整性、及时性、准确性不作任何明示或暗示的保证。
2. 因使用本网站内容或服务而导致的任何直接或间接损失,本网站不承担任何法律责任。
3. 本网站可能会包含与第三方网站的链接,但本网站对第三方网站的内容及行为不承担任何责任。
权利维护:
如您违反本声明,侵害了本网站的合法权益,我们将保留追究法律责任的权利,包括但不限于提起诉讼或采取其他法律措施。
如对本声明有任何疑问,请通过**[[email protected]]**与我们沟通。
本声明最终解释权归本网站所有。