¶ Product Introduction
📖PET-CF is a composite material based on polyethylene terephthalate (PET) with carbon fiber reinforcement. It is commonly used in 3D printing and other high-performance engineering applications, and has attracted much attention due to its excellent mechanical properties and processing characteristics.
| Contribution | Any tips, knowledge, experience, etc. that you find useful | Send to [email protected] |
| Error correction |
If you find any errors or omissions, the content is not limited to typos, descriptions, professional terms, solutions, etc. |
Send to [email protected] |
| Copyright | Any copyright-related issues | Send to [email protected] |
¶ Product Highlights & Disadvantages
|
Application scenarios |
✅ High rigidity, chemical resistance, low warpage, suitable for industrial manufacturing & mechanical parts ✅ Lightweight & temperature-resistant, suitable for automobiles, drones & electronic devices ✅ Low moisture absorption & dimensional stability, more suitable for humid environments than PA-CF ✅ Strong weather resistance, suitable for outdoor applications |
|||
| Advantages | Intelligent fiber reinforcement technology | FusRock® enhances the dispersion and distribution of reinforcing fibers within the material matrix through precise process control, enabling the fibers to form a network-like framework inside the material. This framework bears the majority of the load transferred from the matrix. Smart Fiber Reinforced Technology significantly improves the material’s mechanical strength and heat resistance, while the fiber network structure helps release internal stress during printing, ensuring excellent dimensional stability and eliminating warping issues. | ||
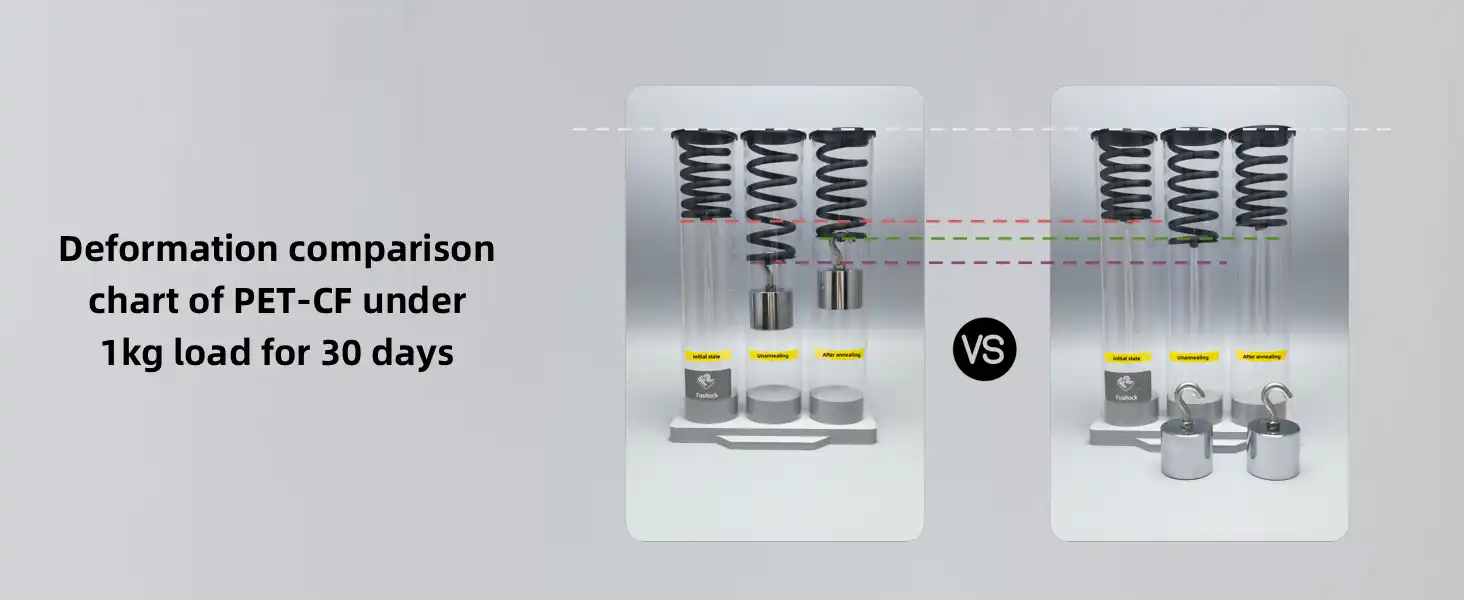
| Low Creep Resistance | The molecular chain structure of PET is highly regular and contains rigid benzene ring structures, which provide excellent mechanical properties. Under long-term loads, PET exhibits minimal deformation and demonstrates superior creep resistance compared to PA and PC materials. | |||
|
Disadvantages |
The filament itself is relatively brittle. | To ensure smooth filament feeding, it is strongly recommended to place the spool in a moisture-proof box with bearings and guide it into the printer through a PTFE tube. | ||
| Thin-walled parts are relatively brittle. | Thin-walled parts are generally more fragile due to their delicate structure and are prone to breakage or damage when subjected to external forces. To prevent brittleness in thin-walled parts, it is recommended to increase wall thickness or add support structures during the design phase, and to optimize printing parameters appropriately, such as reducing print speed, adjusting interlayer adhesion strength, and fine-tuning temperature settings. These measures help enhance the strength and impact resistance of thin-walled components. | |||
| Be sure to keep it dry. | If the material absorbs moisture, it may cause increased stringing, bubbling during extrusion, and rough surface quality. Place the filament in an oven at 100–120°C for 4–6 hours to restore the printing quality of FusForce™ PET-CF. | |||
¶ 3D Printer Equipment · Hardware Requirements & Filament Storage Requirements
| Nozzle Material Requirements | Recommend hardened steel or higher hardness nozzles (recommended 0.6mm diameter) |
| Recommended Nozzle Heating Block Length |
≥12mm (Volcano heating block recommended) Printer temperature must reach at least 290°C |
| Sealing the Box | supports printing without sealing |
| Chamber Temperature Auxiliary Heating |
Supports printing without chamber heating if no auxiliary heating is available If equipped with chamber heating, recommended chamber temperature: 40–70°C |
| Heated Bed |
Heated bed required Heating temperature should reach 70–90°C |
| Heated bed material | Apply PVP solid glue to the PEI base plate. (Note: For models that stick severely to the base plate, it is recommended to reduce the first layer temperature by 10-20°C and apply PVP solid glue before printing.) |
| Glue Application Instructions |
For models with severe sticking to the build plate, it is recommended to lower the first layer temperature by 10-20°C and apply PVP solid glue before printing. For large models or those with small contact surfaces, we recommend applying PVP glue. |
| Consumables Storage |
Direct external printing is not recommended (moisture-sensitive materials may absorb moisture, causing stringing and print failures, resulting in poor print quality). It is recommended to place the material in a moisture-proof box with bearings for printing. When external printing is absolutely necessary, please ensure that the external device does not interfere with the material tray, which could obstruct extrusion and cause material flow issues or filament jams. |
| Auxiliary equipment (AMS, Lite, etc.) | Not recommended for insertion (prone to breakage inside). |
| moisture-proof |
*Immediately after first opening, store in a moisture-proof container and maintain humidity below 15%. Should the material become damp later or print quality deteriorate, refer to the Wiki for drying methods to restore the material. *Before drying, be sure to carefully read the drying precautions below! Place in an oven at 90-100°C and dry for 6-8 hours! |
| Feed pipe configuration (angle, bends, etc.) |
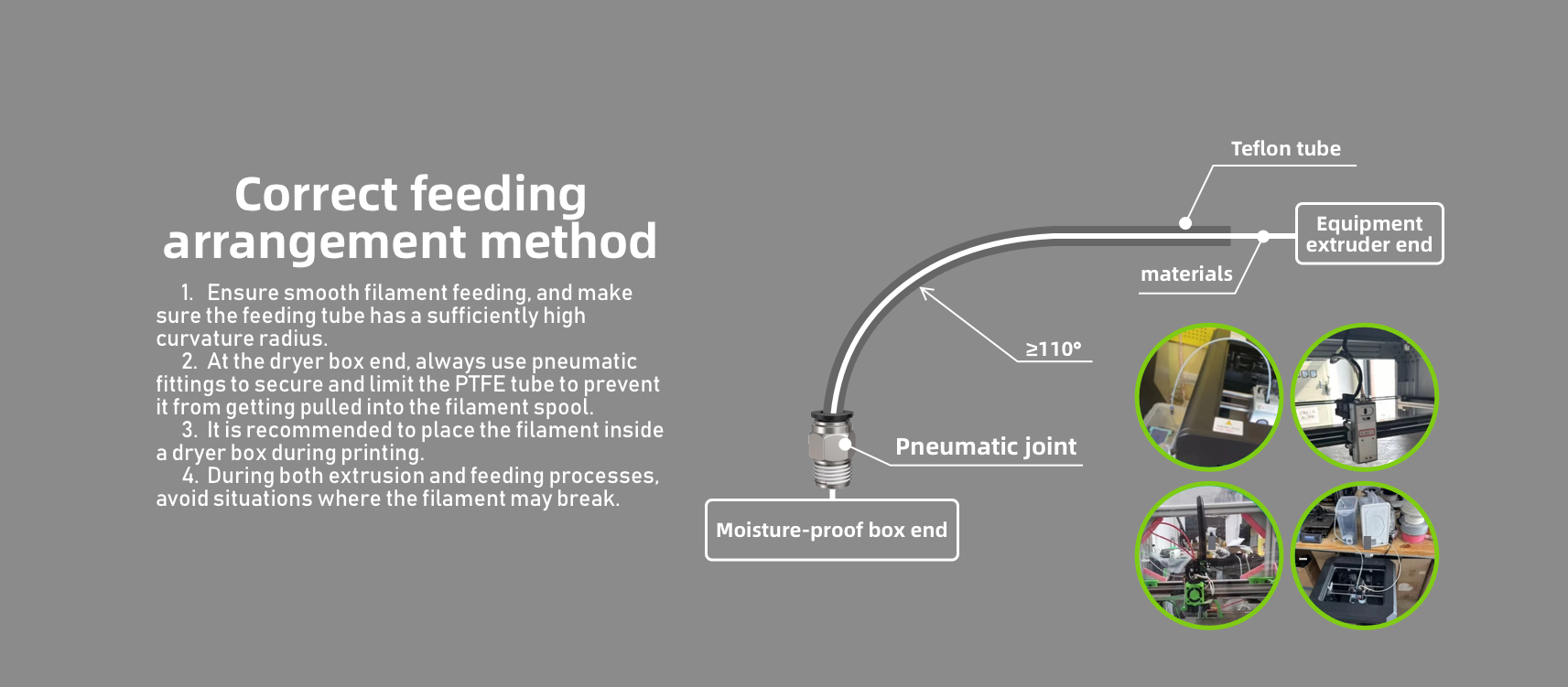 Feed arrangements should minimize bending and jamming during movement to prevent breakage! |
¶ Print Settings Parameters (Recommended Parameters for Slicing Software)
| Printing Complexity Guide | Relatively easy, but be sure to keep it dry, ensure smooth material flow, and use a nozzle made of hardened steel or higher hardness. |
| Nozzle temperature | 300-320 ℃ |
| Heated bed temperature | 70-90 ℃ |
| Model cooling fan opening | Close |
| Retracement distance | 0.8-3mm |
| Extraction rate | 30-60 mm/s |
| Recommended print speed | 30-120 mm/s |
| Volume flow velocity | 16 mm³/s |
| Test Flow Rate Multiplier | 0.95 (for testing purposes; actual recommendation based on flow rate testing according to machine requirements), it is recommended to disable the automatic flow calibration function. |
| Test printing temperature | 295°C (Recommended printing temperature for testing purposes only) |
| K value | The default value for the Tuozhu device is 0.02. For other devices, refer to the manufacturer's recommended parameters. Please calibrate the values before adjusting the manufacturer's recommended settings. (If the calibrated values deviate significantly from the manufacturer's recommendations, consider recalibrating the test or contact us for consultation.) The K value affects the quality of printed products and the success of the printing process. |
¶ Post-printing annealing and resting requirements
| Annealing Requirement |
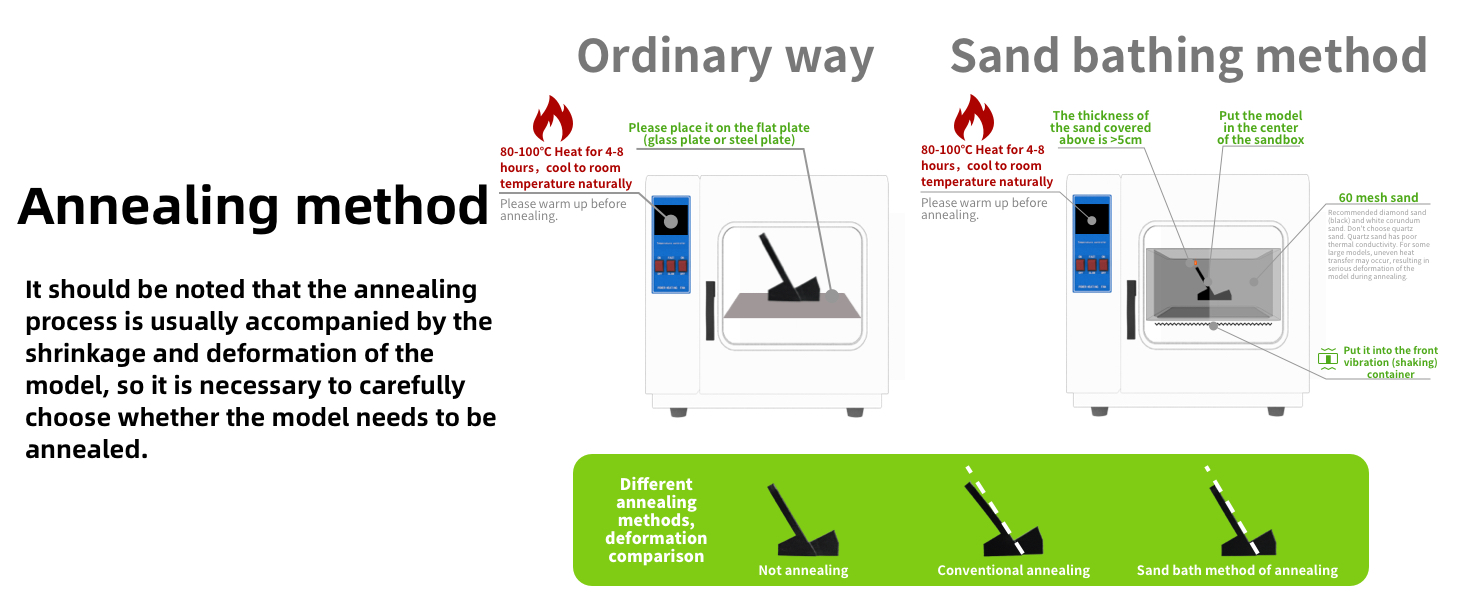 Please use annealed material (annealing carries a risk of deformation).「How to Perform Annealing on Printed Parts & Model Annealing Method Instructions, Sand Bath Annealing」 After printing, parts can be annealed to further enhance the strength of FusForce™ PET-CF prints. Annealing conditions: Place at 90–120°C for 6–12 hours, then allow to cool naturally to room temperature. |
| Settling Requirements | It is recommended to wait until the temperature inside the storage container has cooled to room temperature before removing the contents. |
| Others | To better preserve consumables that have not been used for an extended period, please return them to their original foil packaging and add desiccants (such as silica gel packets or molecular sieves). Then, vacuum-seal the packaging and store it in a cool, shaded location away from direct sunlight to ensure the consumables remain in optimal condition. |
¶ Recommended Supporting Materials
| Supporting Materials | FusFree™ S-Multi Quick-Remove Support |
¶ Print Parameters (Configuration File) Download
| Equipment Model | Nozzle diameter | Nozzle diameter | File Slicing Software | Last Updated |
| BambuLab P1S | 0.4mm | /fr25/fr25/pet-cf/fusrock_pet-cf_p1s_k0.015_241018.3mf | / | 20241008 |
| BambuLab P1S | 0.6mm | /fr25/pet-cf/250102_pet-cf_p1s_0.6mm.3mf | Bambulab Studio 1.9.7.52 | 20250102 |
| BambuLab X1C | 0.4mm | /fr25/pet-cf/fusrock_pet-cf_x1c_250514.3mf | Bambulab Studio 1.9.7.52 | 20250102 |
¶ Placement and Moisture Protection Requirements for Printing and Consumables
| How to position when printing |
The recommended placement plan is shown in the figure below: Use with a moisture-proof box; ensure smooth material feeding. We recommend placing the material in a moisture-proof box with bearings and feeding it into the printer using a Teflon tube. |
Do not recommend external printing directly (moisture-sensitive materials may absorb moisture, causing stringing and print failures, resulting in poor print quality). If external printing is absolutely necessary, ensure that certain devices do not interfere with the material tray during external printing, which may obstruct extrusion and cause clogging or stringing.(Solution) 
|
| Moisture-proof requirements |
1. Replace desiccant promptly to prevent consumables from absorbing moisture without triggering humidity gauge readings. 2. During printing, ensure materials are stored in moisture-proof containers. Avoid using commercially available heated moisture-proof boxes whilst printing, as continuous heating accelerates material degradation and may trap moisture, exacerbating dampness in consumables. 3. Monitor humidity readings regularly and replace desiccant without delay. 4. Dry dampened consumables immediately. |
|
¶ Storage Requirements for Consumables (Moisture Protection)
| When not in use for a short period | 1. Place in an airtight, moisture-proof container or use a simple vacuum sealer, avoiding direct sunlight. | |
| Long-term disuse without moisture protection | 1. Place the consumables in their original foil pouch, expel the air from the pouch (if possible, include a packet of desiccant), then enclose the pouch within a household vacuum-sealed storage bag. Remove the air from the bag. Store in a cool, dry place away from direct sunlight. | |
¶ Properties Table (Physical, Thermal, Mechanical, Impact Properties)
| Physical properties | Testing standards |
Typical values |
||
|---|---|---|---|---|
|
density |
ISO 1183 |
1.30 g/cm³ |
||
|
Moisture absorption rate |
ISO 62:Method 1 |
0.5 % |
||
|
Melt Index |
270°C, 2.16kg |
6.8 g/10min |
||
|
Melting point |
ISO 11357 |
251 ℃ |
||
| Thermodynamic properties | Testing standards | "Unannealed" Typical values | Typical values for annealing | Typical values for post-annealing saturated moisture absorption treatment |
|
Glass transition temperature |
ISO 11357 |
/ |
/ |
/ |
|
Vicat softening temperature |
ISO 306 |
/ |
/ |
/ |
|
Heat deflection temperature |
ISO 75 Method A 1.80MPa |
76.6 ℃ |
115.6 ℃ |
105.4 ℃ |
|
ISO 75 Method B 0.45MPa |
86.7 ℃ |
175.4 ℃ |
℃ |
|
|
The thermal deformation temperature is generally related to the environmental pressure or load applied to the material. Therefore, in accordance with ASTM D648 or ISO 75-1,-2 standards, the thermal deformation temperature of the material is tested under both 0.45 MPa (simulating no pressure load) and 1.80 MPa (simulating a certain pressure load) This provides a more comprehensive description of the material's thermodynamic properties. Typically, the heat deflection temperature measured at 0.45 MPa will be higher than that measured at 1.8 MPa. |
||||
| Mechanical properties | Testing standards | "Unannealed" Typical values | Typical values for annealing | Typical values for post-annealing saturated moisture absorption treatment |
|
Tensile yield strength (X-Y) |
ISO 527 |
72.51±1.39 MPa |
70.82±2.74 MPa |
67.97±2.64 MPa |
|
Tensile modulus (X-Y) |
5730.88±200.63 MPa |
6208.45±462.92 MPa |
6227.90±543.32 MPa |
|
|
Elongation at break (X-Y) |
2.49±0.22 % |
1.46±0.10 % |
1.47±0.10 % |
|
|
Bending strength (X-Y) |
ISO 178 |
114.47±1.89 MPa |
110.79±3.36 MPa |
108.47±3.72 MPa |
|
Modulus of elasticity (X-Y) |
5345.71±231.24 MPa |
5588.24±363.94 MPa |
5669.56±333.24 MPa |
|
|
Tensile strength (Z) |
ISO 527 |
34.13±0.93 MPa |
/ |
/ |
|
Tensile modulus (Z) |
3270.44±62.77 MPa |
/ |
/ |
|
|
Elongation at break (Z) |
1.20±0.04 % |
/ |
/ |
|
|
Impact resistance |
Testing standards |
"Unannealed" Typical values |
Typical values for annealing |
Typical values for post-annealing saturated moisture absorption treatment |
|
Notched impact strength (X-Y) |
ISO 179 |
7.75±1.08 KJ/㎡ |
4.59±0.15 KJ/㎡ |
4.30±0.28 KJ/㎡ |
|
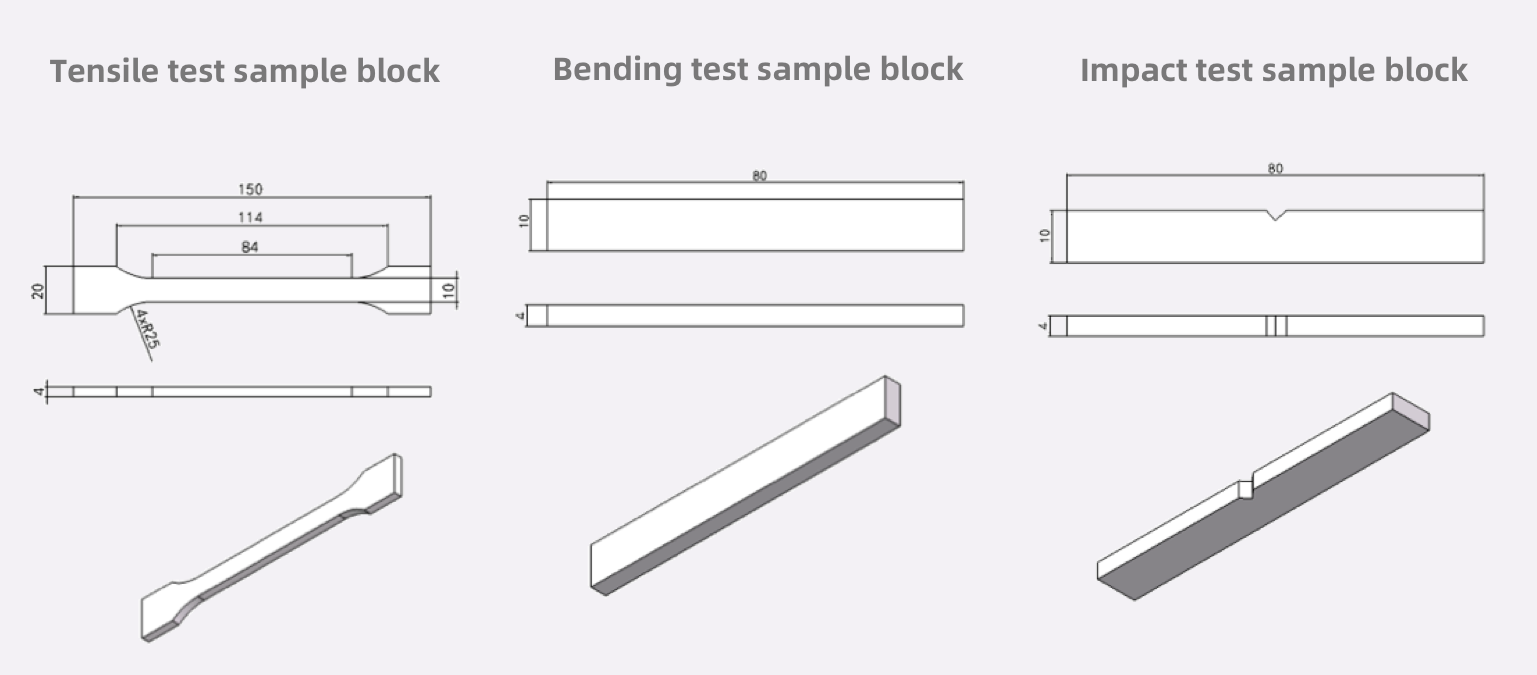
Test specimen printing parameters: Nozzle temperature 320°C, bed heating 80°C, print speed 45mm/s, infill density 100%, infill angle ±45° Annealing conditions: 100°C annealing for 8 hours |
||||
 |
||||
The Vicat softening temperature of crystalline materials differs little from their melting point temperature, hence no relevant tests were conducted.
Interpretation of Common Material Performance Parameters
¶ Solutions and Methods for Handling Moisture-Affected Consumables
| Drying parameters |
PTC Mini Drying Box: 80–100°C, drying time 6–8 hours Compact Constant-Temperature Drum Dryer: This consumable reduces temperature by 20 degrees to prevent deformation caused by uneven heat distribution in small equipment (70-90°C, drying time 6-8 hours). Should print quality not improve after drying at this temperature, first conduct a temperature test using an empty material tray before increasing the drying temperature. This prevents material tray deformation due to excessive or uneven heat. Large-scale constant-temperature drum dryer: 90°C, drying time 6–8 hours Note: Why are the drying temperatures different for various drying equipment? Click here to learn more. |
| Important Notes⚠️ |
1. If unsure, first conduct a temperature test using an empty spool to avoid overheating or uneven heating that may lead to spool deformation. 2. Strictly follow the drying temperature and time recommended on the material parameter introduction page. 3. It is recommended to use a drum-type drying box (do not place the spool directly in front of the air outlet, as this may cause deformation). 4. When drying spools, avoid positioning them near the air outlet. 5. It is not recommended to place the spool directly on a mesh rack (use flat surfaces such as metal plates instead). 6. Be cautious of high temperatures when removing materials to avoid burns. 7. Prevent fire hazards by ensuring the safe use of equipment. 8. For drying materials, printed parts, and annealing, it is recommended to use equipment with even temperature distribution, such as a blast drying oven (ensure it is from a reliable manufacturer, as some may be inadequate for use). Do not use microwave ovens or household ovens, and avoid placing items in areas with uneven heating or excessive force, as this could cause local damage or deformation. 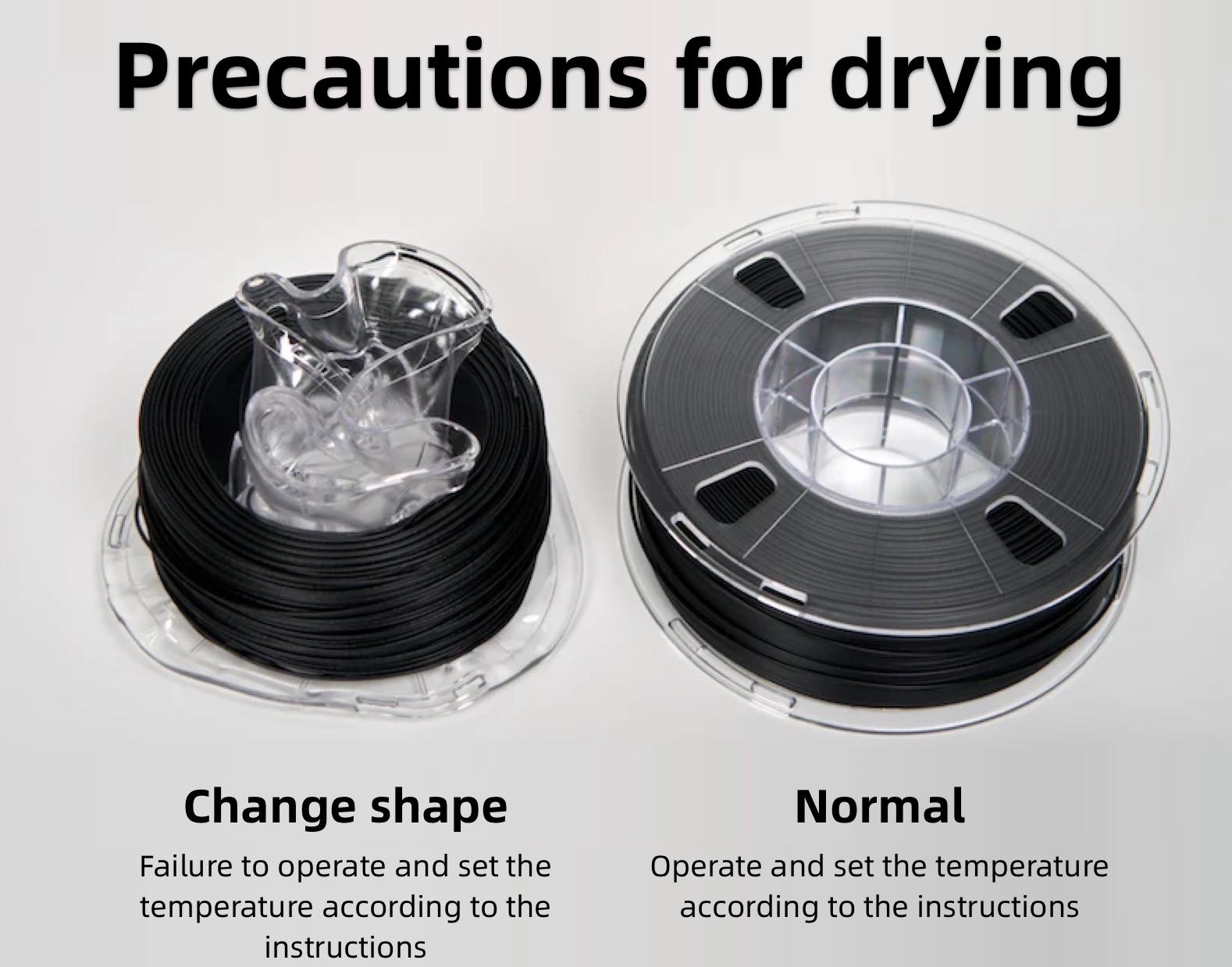
|
| Comparison of Dry and Damp Conditions |
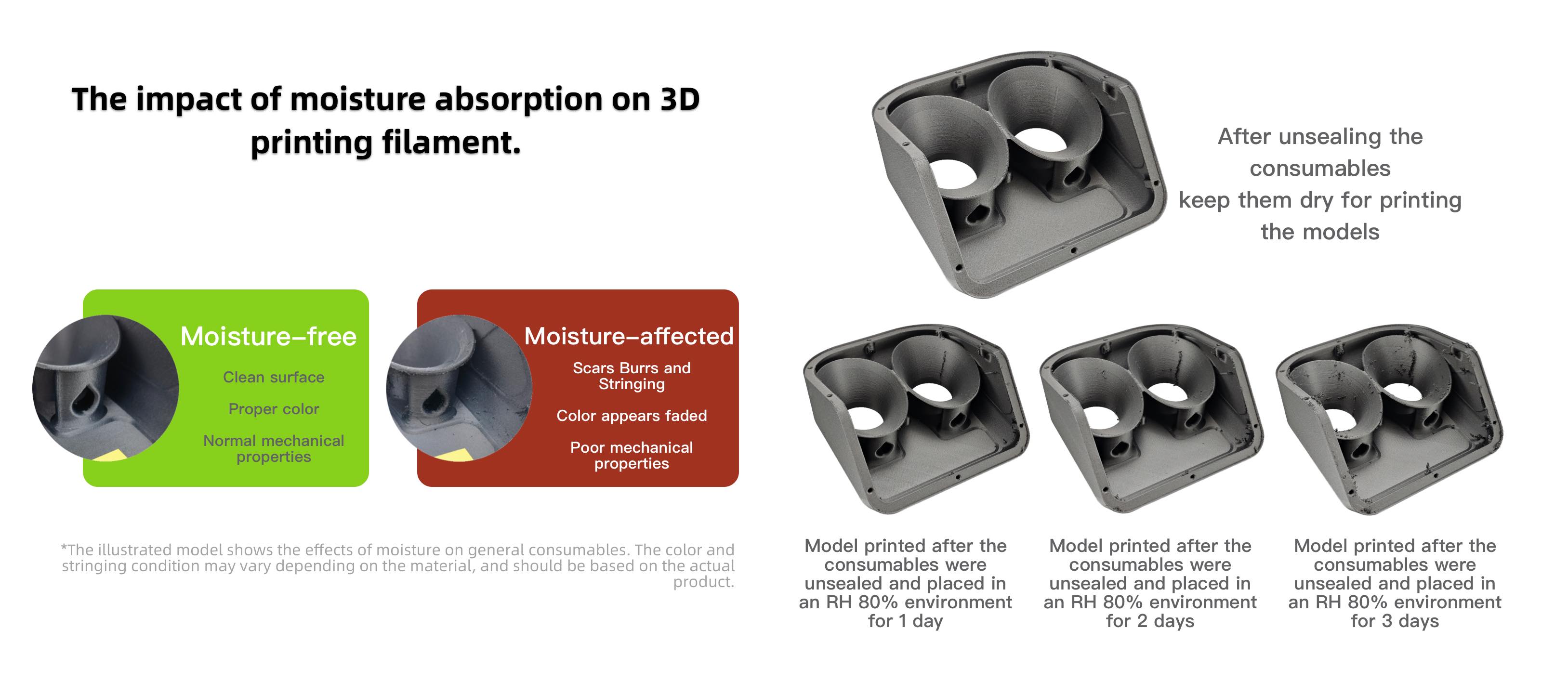
|
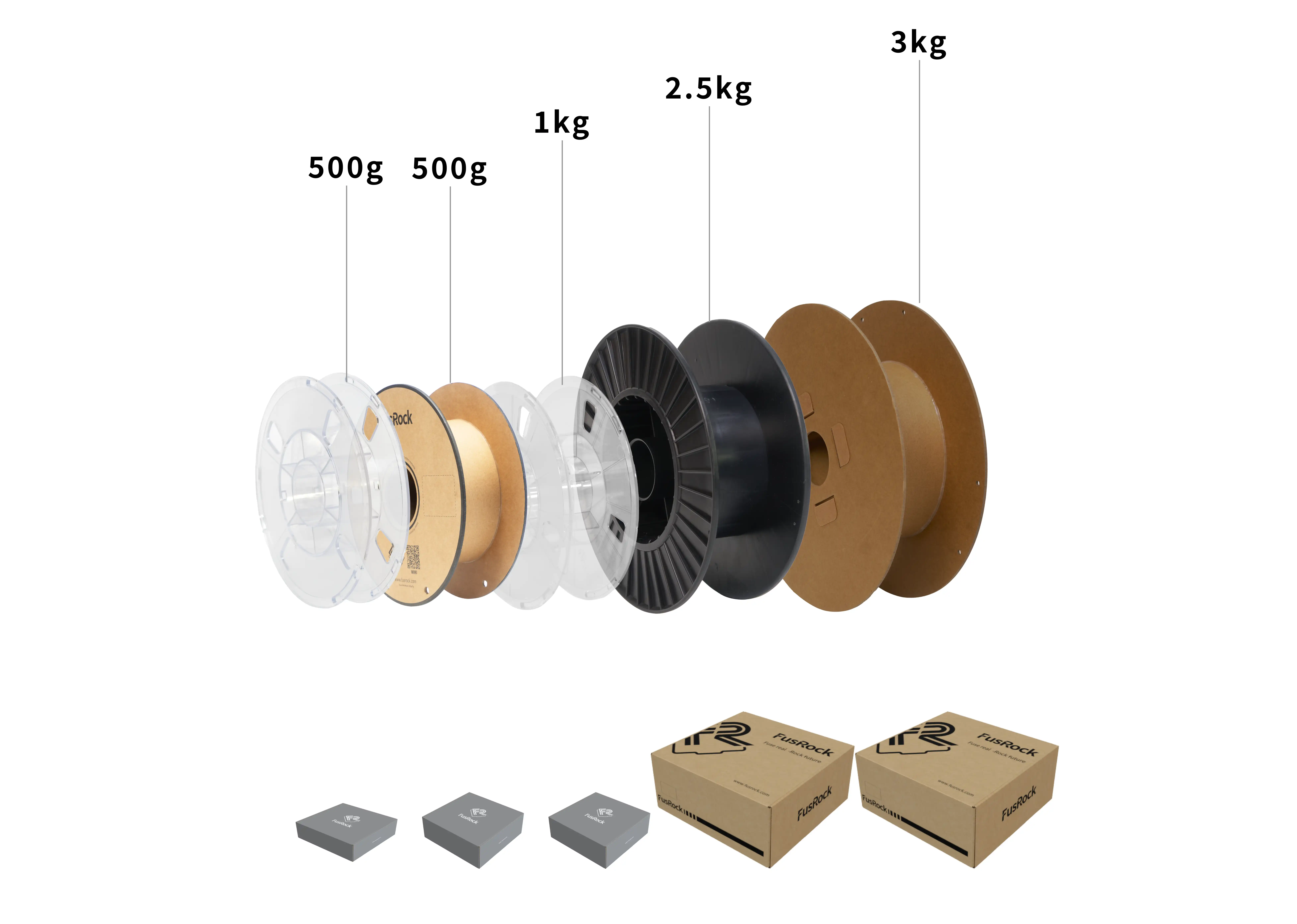
¶ Common dimensions, net weight and specification information for trays
| Material of the tray | The plastic tray is made of PC material with a temperature resistance of 125°C. (Note: The tray's temperature resistance indicates its maximum tolerance and should not be equated with the drying temperature setting. Refer to the "Moisture Treatment Procedures and Methods for Consumables" for drying temperature guidelines.) |
| Plastic Tray Dimensions and Specifications |
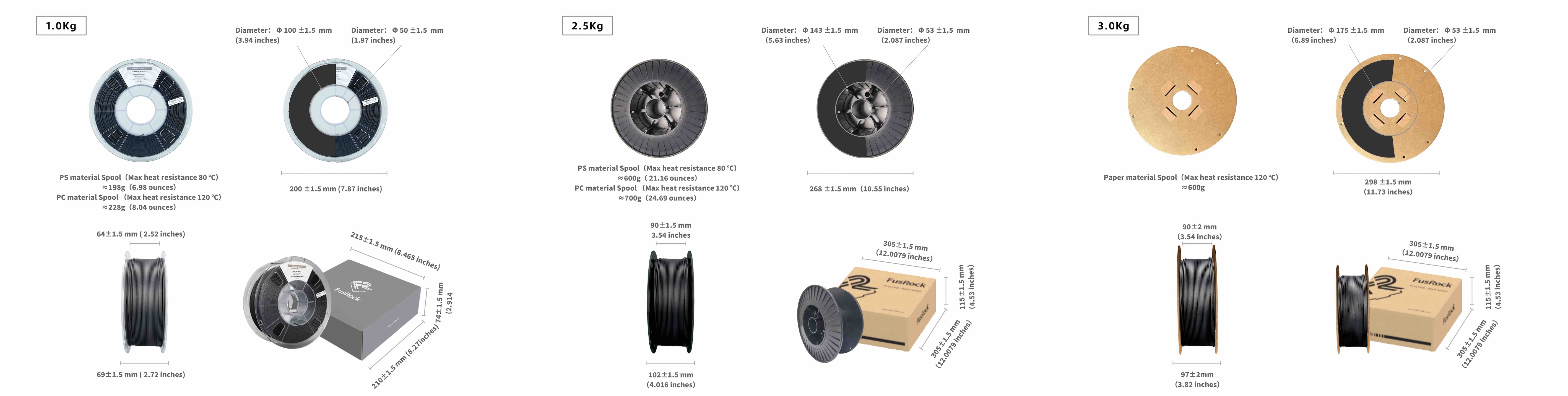 
|
| Product Packaging Instructions |
Double-sided Aluminum Foil Bag: Provides efficient moisture protection, with a moisture content of < 0.06% at the time of shipment, offering better water resistance than transparent nylon bags. Built-in Seal Strip: The heat-sealed opening can be reopened and reused, extending the dry state of the material. It can also be used as a storage bag, making it more environmentally friendly. |
¶ Common 3D printers and related auxiliary equipment available on the market · Compatibility-related notes
| 3D Printer Compatibility List | BambuLab Equipment Support List |
H2D\X1 Carbon\X 1\P1P\P1S\ (Ensure smooth filament feeding. Recommended: store in a moisture-proof box with bearings and feed via Teflon tubing; recommended nozzle material: hardened steel or higher hardness; supports printing with the chamber door open, increase chamber temperature if necessary; AMS series not recommended, note moisture protection; external metal supports not recommended due to interference and moisture risk.)
A1/A1 mini (Ensure smooth filament feeding. Recommended method: store in a moisture-proof box with bearings and feed via Teflon tubing. Recommended nozzle material: hardened steel or equivalent hardness. Supports printing with the chamber door open; increase chamber temperature if necessary. AMS Lite series not recommended; note moisture protection. External metal supports not recommended due to potential interference and moisture ingress.)
Other models to be added. |
| Raise3D Equipment Support List |
Pro3/Pro3 Plus (Ensure smooth material feeding. Recommended to use a moisture-proof box with bearings and feed material via Teflon tubing. Recommended nozzle hardness: hardened steel or higher. Supports printing with the chamber door open; increase chamber temperature if necessary. Take precautions against moisture. External metal supports are not recommended due to potential interference and moisture ingress.)
E2/E2-CF (Printing requires the chamber door to be closed; increase chamber temperature if necessary; ensure material is protected from moisture.)
Other models to be added later. |
|
| Creality Equipment Compatibility |
K1/K1C/K1Max (Note: Adjust the feed tube angle as necessary to ensure smooth material delivery. It is recommended to place the filament in a moisture-proof box with bearings and feed it into the printer using a Teflon tube. Nozzles with a hardness rating of hardened steel or higher are recommended. Printing with the chamber door open is supported; increase chamber temperature if necessary. Take precautions against moisture. External metal supports are not recommended due to potential interference and moisture ingress.)
Other points to be added later. |
|
| Prusa 3D |
Prusa XL (Note: The feed tube angle requires adjustment to ensure smooth material feeding. It is recommended to place the printer in a moisture-proof box with ball bearings and use a Teflon tube for material delivery. Nozzles with a hardness rating of hardened steel or above are recommended. Printing with the chamber door open is supported; increase chamber temperature if necessary. Take precautions against moisture. External metal supports are not recommended due to potential interference and moisture ingress.)
Other points to be added later. |
|
| Flashforge |
AD5M (Note: Adjust the feed tube angle as necessary to ensure smooth material delivery. It is recommended to place the material in a moisture-proof box fitted with bearings and feed it into the printer using Teflon tubing. Nozzles with a hardness rating of hardened steel or above are recommended. Printing with the chamber door open is supported; increase chamber temperature if necessary. Take precautions against moisture ingress. External metal supports are not recommended as they may cause interference and lead to moisture accumulation.)
Other points to be added later. |
|
| QiDi | X-Max 3/Q1 Pro/X-Plus 3/X-Plus 4 (Note: Adjust the feed tube angle as necessary to ensure smooth material delivery. It is recommended to place the filament in a moisture-proof box fitted with bearings and feed it into the printer using a Teflon tube. Nozzles with a hardness rating of hardened steel or higher are recommended. Printing with the chamber door open is supported; increase chamber temperature if necessary. Ensure moisture protection; external metal supports are not recommended due to potential interference and moisture ingress.) | |
| Further support listings and descriptions | Send to:[email protected] |
¶ Frequently Asked Questions
¶ Q:PET-CF versus Other Carbon Fibre Reinforced Materials Comparison(corresponding to the annealing treatment)
| Materials | Intensity | heat resistance | Chemical resistance | hygroscopicity | Warpage | Application Scenarios |
|---|---|---|---|---|---|---|
| PET-CF | High | Medium (~100°C) | excellent | Low | Low | Mechanical components, motor vehicles, electronic equipment |
| PA-CF (Carbon Fibre Reinforced Nylon) | highest | High (~150°C) | Good | extremely high | High | High-temperature, high-intensity applications |
| PLA-CF (Carbon Fibre Reinforced PLA) | Medium | 低 (~60°C) | General | Low | Low | Light-duty brackets, prototype components |
| ABS-CF (Carbon Fibre Reinforced ABS) | Medium | Medium (~90°C) | General | 中等 | 中等 | Impact-resistant components, electronic enclosures |
¶ Q: PET-CF load 1 kg 30-day deformation comparison diagram
¶
¶ Customer Case Problem Analysis (Presenting Commonly Encountered Issues Through Individual Customer Experiences)
¶ We look forward to your contribution!
¶ Health Tips — Caring for Your Health: FusRock Recommends You
1. For long-term and extensive use of 3D printing materials, it is recommended to operate in a dedicated room with proper ventilation.
2. If you have a history of allergies, make sure that the material you are using will not cause any allergic reactions upon contact.
3. For individuals with respiratory conditions or chronic illnesses, please wear a mask to protect your health. Even if you do not have any related conditions, it is strongly recommended to wear a mask during operation.
4. When sanding, cutting, or performing other actions on fiber-based printed products, which may release fibers, be sure to take protective measures to prevent injury or inhalation.
5. Lastly, we recommend keeping children and infants away from the printing area during operations to ensure a safe environment for the next generation.
¶ Application Disclaimer
1. Fusrock 3D printing filaments are intended for general-purpose use and have been tested under standard conditions. However, the performance and safety of printed objects may be affected by various factors, including printing parameters, model design, usage environment, and specific application scenarios.
2. By using Fusrock materials, the user acknowledges and agrees to independently assess whether the printed parts are suitable for their intended use and assumes all associated risks.
3. Fusrock shall not be held liable for any damage, injury, or loss resulting from the use of printed products made with our materials, including but not limited to structural failure, functional defects, or safety hazards in actual application environments. Users must conduct adequate testing before using printed parts in any critical, functional, or commercial context. Except for the certifications explicitly stated for specific Fusrock materials, Fusrock products are not certified for use in medical, aerospace, or life-support applications.
¶ Disclaimer and Copyright
Thank you for visiting our website! Before using this site, please carefully read the following copyright statement and terms of use:
Copyright Statement:
1. All content on this website, including but not limited to text, images, graphics, audio, video, software, its compilation, code, and technical architecture (collectively referred to as “content”), is owned by this website or its respective rights holders and is protected by the Copyright Law of the People’s Republic of China and other applicable laws and regulations.
2. Without written authorization from this website, no entity or individual may copy, reproduce, distribute, modify, display, perform, mirror, upload, download, or use the content of this website in any other way.
3. Third-party content referenced on this website remains the property of its original rights holders. If your legal rights have been infringed for reasons unrelated to this website, please contact us promptly, and we will address it as soon as verified.
Terms of Use:
1. You may browse, download, or print content from this website for non-commercial purposes, provided you comply with relevant laws and this statement, and retain all copyright notices and ownership information without modification.
2. Commercial use of the content or services on this website is prohibited, including but not limited to creating derivative works, selling, or distributing the content to third parties.
3. The use of automated tools (such as crawlers, robots, etc.) to obtain, copy, monitor, or attempt to access the content or data of this website is prohibited.
4. FusRock consumables are strictly limited to civilian, non-weapon applications such as prototype development, hobbyist model making, and industrial component fabrication. Any attempt to utilise our materials for the manufacture of firearms, air guns, or other regulated devices is expressly prohibited and constitutes a violation of our policy. The end-user bears sole responsibility for the use and legal compliance of 3D-printed products.
Disclaimer:
1. While this website strives to provide accurate and reliable information, we make no express or implied guarantees regarding the completeness, timeliness, or accuracy of the content.
2. This website assumes no legal responsibility for any direct or indirect losses arising from the use of its content or services.
3. This website may contain links to third-party websites, but we do not take responsibility for the content or actions of third-party sites.
Rights Protection:
If you violate this statement and infringe upon the legal rights of this website, we reserve the right to take legal action, including but not limited to filing a lawsuit or taking other legal measures.
If you have any questions about this statement, please contact us at [[email protected]].
The final interpretation of this statement is reserved by this website.