¶ 产品介绍
📖 FusFlex™ TPU78D 是一款半硬质 3D 打印材料,在保证一定柔韧性的同时兼顾了较好的刚性。FusFlex™ TPU78D 具有极佳的抗冲击性能和耐磨性,也具有较高的耐热性。FusFlex™TPU78D 易于打印,可兼容大部
分挤出机,甚至无需打开底板加热,可应用于部分替代 ABS 和高抗冲要求零部件生产。
| 投稿 | 任何您觉得有用的技巧、知识、经验等 | 发送到[email protected] |
| 纠错 | 如果您发现任何错误和纰漏,内容不局限于错别字、描述、专业名词、解决方案等 | 发送到[email protected] |
| 版权 | 任何的版权相关问题 | 发送到[email protected] |
¶ 产品亮点&缺点
|
应用场景 |
TPU78D 易于打印,可兼容大部分挤出机,可应用于部分替代 ABS 和高抗冲要求零部件生产。 | |||
|
亮点
|
易打印 | 可兼容大部分挤出机,甚至无需打开底板加热,可应用于部分替代 ABS 和高抗冲要求零部件生产。 | ||
| 刚柔并进 | 在保证一定柔韧性的同时兼顾了较好的刚性。具有极佳的抗冲击性能和耐磨性,也具有较高的耐热性 | |||
|
缺点 |
黏底板 | 打印完了取不下来可以掀开一个小角然后喷入酒精可方便取下模型。 | ||
| 需保持干燥 | TPU 材料暴露在空气中容易吸收水分,建议您打开 耗材真空铝箔袋包装后立即将线材放入干燥盒内(湿度控制在 15%以下)进行打印,不用的线材请放回原包装铝箔袋内密封保存。长时间暴露于空气中的 TPU 线材,请先将线材放入 70-80°C 烘箱内干燥 4-6h 后进行打印,避免材料潮湿使得挤出线条中存在气泡、孔洞,拉丝等问题。 | |||
¶ 3D打印机设备·硬件要求&耗材入料保存要求
| 喷嘴材质要求 |
推荐铜材质喷嘴(直径0.2-1.0 mm) 不锈钢及硬化刚材质也可 |
| 推荐的喷嘴加热区长度 |
≥8mm 要求设备打印温度至少可达240-270℃ |
| 封箱 | 不推荐封箱, 封箱机器请敞开打印 |
| 仓温辅助加热 | 无需 |
| 热床加热 |
需有热床加温 加热温度可达 20-90℃ 即可 |
| 热床材质 | 玻璃,PEI 膜或 PC 膜 |
| 涂胶说明 | / |
| 耗材放置 |
不推荐直接外挂打印(防潮耗材受潮导致拉丝以及打印失败,打印效果差),推荐放入带轴承的防潮盒内打印使用。 实在需要外挂打印时,部分设备外挂时请留意是否会与料盘干涉,导致打印挤出受阻从而出料不顺畅卡线。 |
| 辅助设备(AMS/AMS2 、Lite等) | 支持,注意防潮。 |
| 防潮 |
*首次开封后立马放入防潮盒内使用,控制湿度低于15%;后期受潮以及打印质量下降后可参考Wiki烘干方法进行耗材烘干。 *烘干前务必详细阅读下面的烘干注意事项!放入 70-80℃烘箱内干燥 4-6h! |
| 入料管方式(角度、弯折等) | 保证送料顺畅「防潮盒DIY 教程 点击查看」 |
¶ 打印设置参数(切片软件设置推荐参数)
| 打印复杂程度说明 | 打印难度相对适中,务必保持干燥、务必保持送料顺畅、 推荐使用铜材质的喷嘴。 |
| 喷嘴温度 | 240-270 °C |
| 底板热床温度 | 40-50°C |
| 模型散热风扇开度 | 打开 |
| 回抽距离 | 0.4-3mm |
| 回抽速度 | 30-60 mm/s |
| 推荐打印速度 | 30-120 mm/s |
| 体积流量速度 | 16mm³/s |
| 测试用流量倍率 | 0.95(用于测试,实际推荐根据机器要求进行流量测试选择),推荐关闭自动流量校准功能 |
| 测试用打印温度 | 270 ℃(仅用于测试推荐打印温度) |
| K值 | 拓竹设备默认0.02,其他设备参考厂家推荐参数,请校准数值后再更改厂家推荐的数值(校准后的数值和厂家推荐数值偏差过大时,请考虑重新校准测试或联系我们咨询),K值会影响打印产品的质量和打印的成败 |
¶ 打印完后退火及静置要求
| 退火要求 | 无意义 |
| 静置要求 | 无 |
| 其他 | 为了更好地保存长期未使用的耗材,请将其放回原铝箔包装袋中,并添加干燥剂(如硅胶包或分子筛)。然后,通过抽真空处理并存放在阴凉处,避免阳光直射,以确保耗材保持最佳状态。 |
¶ 推荐支撑材料
| 支撑材料 | S-Multi Quick-Remove Support Material |
¶ 打印参数(配置文件)下载
| 设备型号 | 喷嘴直径 | 下载地址 | 文件制作切片软件 | 更新日期 |
| 拓竹 A1 mini | 0.4mm | Bambulab Studio | 202503 | |
| 拓竹 A1 | 0.4mm | Bambulab Studio | 202503 | |
| 拓竹 A1 | 0.6mm | |||
| 拓竹 P1S | 0.4mm | /fr25/tpu-78d/fusrock_tpu78d_p1s_240220.3mf | Bambulab Studio | 202503 |
| 拓竹 X1C | 0.4mm | Bambulab Studio | 202503 | |
| 拓竹 H2D | 0.4mm | Bambulab Studio | 202503 | |
¶ 打印时放置及耗材防潮要求
| 打印时如何放置 |
推荐放置方案如下图所示: 
|
不推荐直接外挂打印(防潮耗材受潮导致拉丝以及打印失败,打印效果差) 实在需要外挂打印时,部分设备外挂时请留意是否会与料盘干涉,导致打印挤出受阻从而出料不顺畅卡线。(解决方案) 
|
| 防潮要求 |
1、及时更换干燥剂 避免耗材成为干燥剂吸湿而湿度计无变化的情况 2、打印时保证防潮放入防潮盒,不要使用市面上的加热防潮盒一边打印一边加热,会导致材料老化加剧,甚至因为水汽无法排出导致耗材受潮更加严重。 3、耗材受潮及时烘干。 |
|
¶ 耗材(防潮)储存要求
| 短期不使用时 | 1、放入密封的防潮盒或简易抽真空即可,避免阳光直射。 | |
| 长期不使用防潮 | 1、将耗材放入出厂的铝箔袋后排出铝箔袋空气(有条件请再其中放入一包干燥的干燥剂),在外面再套入一层家用抽真空保鲜密封袋,然后抽真空。放在阴凉干燥处保存,避免阳光直射。 | |
¶ 物性表(物理、热学、机械、冲击性能)
|
测试项目 |
测试方法 |
典型值 |
|
密度 |
ISO 1183 |
1.20 g/cm³ |
|
硬度 |
ISO 7619 |
78 Shore D |
|
熔融指数 |
230℃,2.16kg |
22 g/10min |
|
维卡软温度 |
ISO 306 |
138.4°C |
|
拉伸断裂强度 (X-Y) |
ISO 527 |
43.79±0.99 MPa |
|
断裂伸长率 (X-Y) |
270.15±8.32 % |
|
|
杨氏模量(X-Y) |
419.41±7.31 MPa |
|
|
弯曲强度(X-Y) |
ISO 178 |
16.52±0.55 MPa |
|
弯曲模量(X-Y) |
450.05±59.93 MPa |
|
|
缺口冲击强度(X-Y) |
ISO179 |
未冲断 |
|
拉伸强度 (Z) |
ISO 527 |
17.69±0.49 MPa |
|
拉伸模量(Z) |
418.53±35.72 MPa |
|
|
断裂伸长率(Z) |
33.84±9.01 % |
试样打印参数:喷嘴大小 0.4mm,喷嘴温度 260°C,底板加热 30°C,打印速度 60mm/s,填充率 100%,填充角度±45°
¶ 耗材受潮处理方案及方法
| 烘干参数 |
PTC小型烘干盒:70-80℃,烘干4-6小时 小型恒温鼓式烘干机:此耗材降低20度避免小型设备的温度分布不均匀导致变形(40-45℃,烘干4小时),如此温度烘干后没有改善打印效果请先用空料盘进行温度测试后来提升烘干温度,以防温度过高或不均匀导致料盘烘干变形 大型恒温鼓式烘干机:70-80℃,烘干4-6小时 PS:为什么不同的烘干设备烘干温度会有差别: 点击了解查看 |
| 注意事项⚠️ |
1、没有把握的请先用空料盘进行温度测试,以防温度过高或不均匀导致料盘烘干变形 2、严格按照耗材参数介绍页面推荐的烘干温度和时间进行烘干 3、推荐使用鼓式烘干箱(不要对着出风口!否则会变形) 4、烘干料盘时候注意避开出风口 5、不推荐将料盘直接放置在网上(建议使用平板类的如金属板之类的) 6、注意取出耗材时温度过高导致烫伤等 7、预防火灾注意设备使用安全 8、注意,干燥耗材、打印件以及给打印件退火时,建议使用温度均匀的设备,例如鼓风型烤箱(Blast drying oven)(部分厂家不合格不可使用),不可使用微波炉或家庭烤箱,应避免其明显受力或受热不均(一定要远离烤箱发热区),以免线材、料盘或模型因局部过载、过温而损坏。 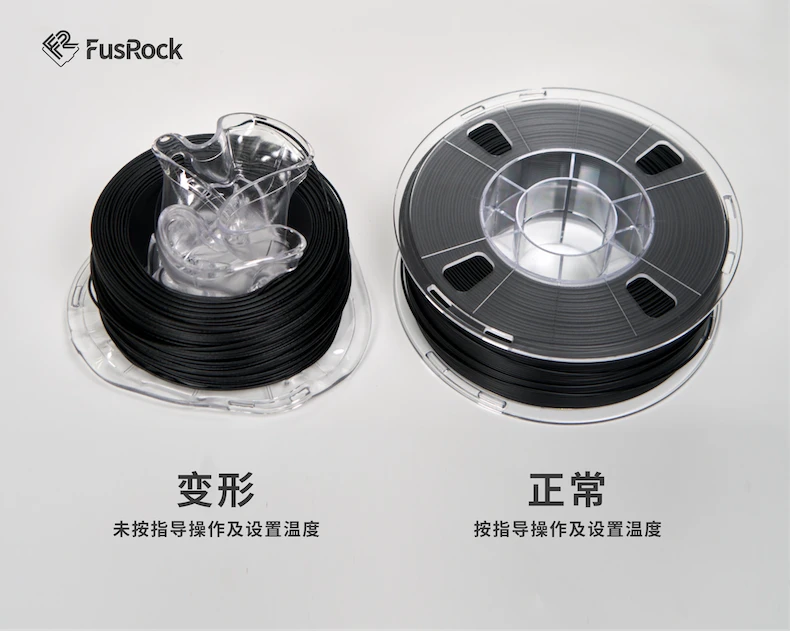 |
| 干燥受潮对比 |
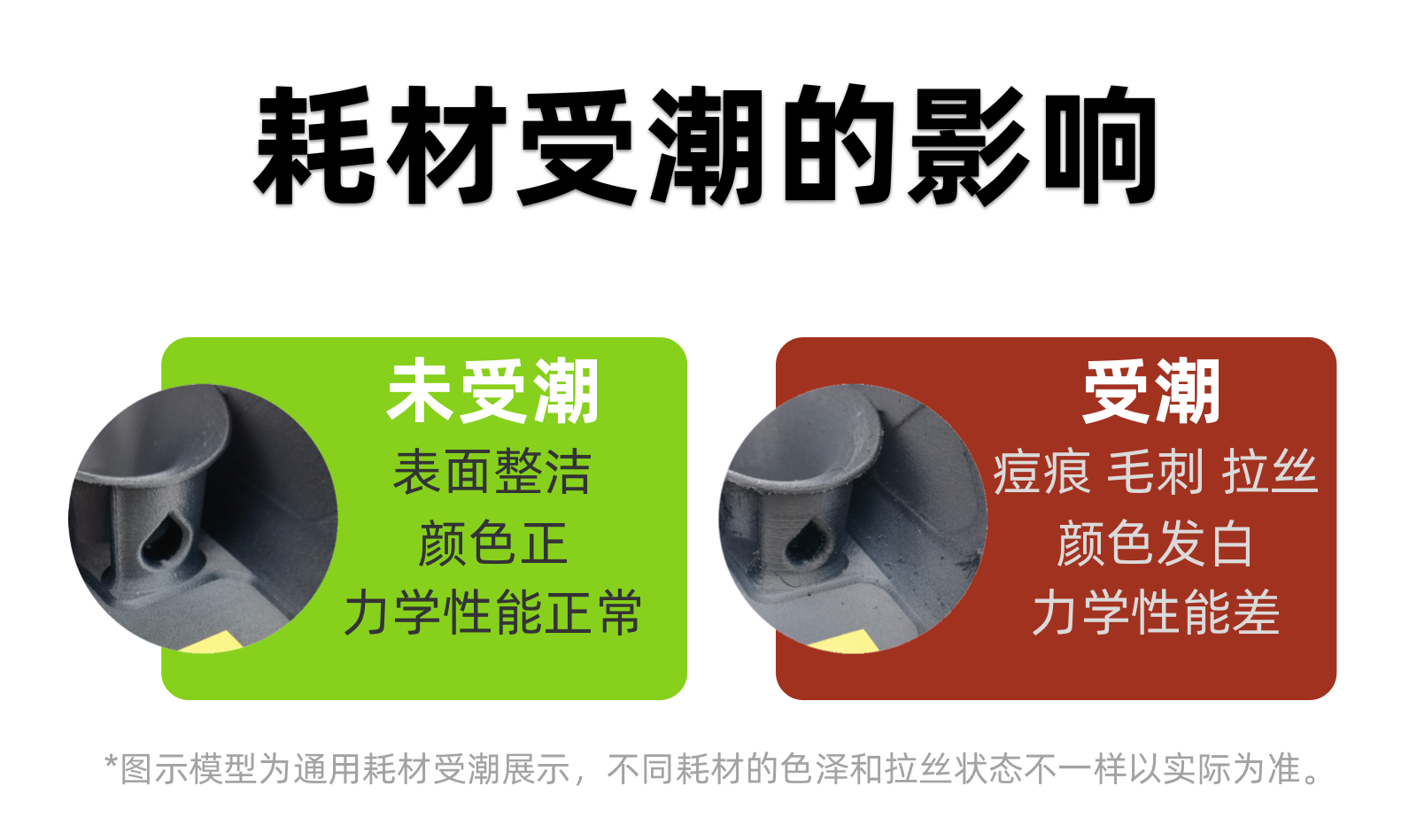 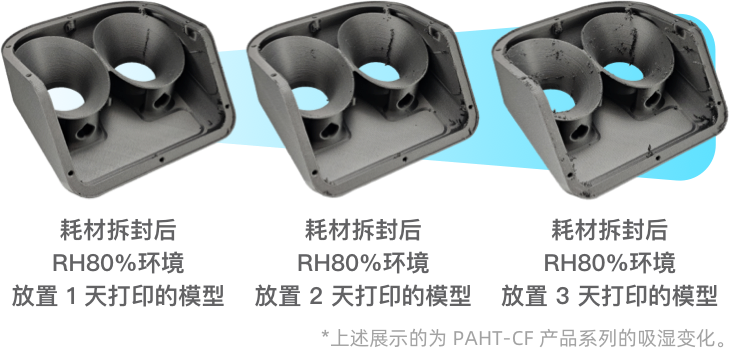 |
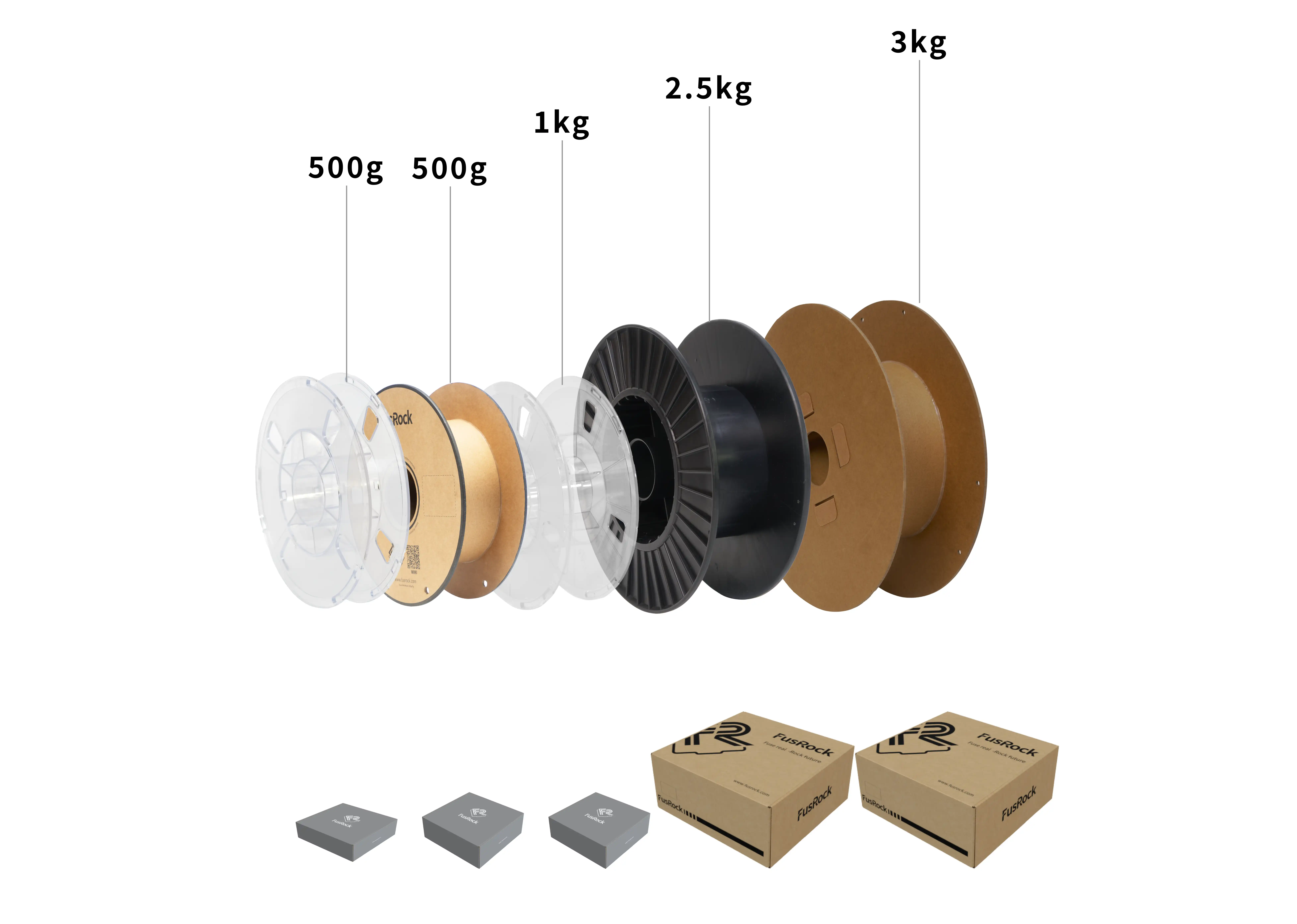
¶ 料盘常见尺寸、净重和规格信息
| 料盘材质 | 塑料料盘材质为 PS材质-耐温 80℃。(注意料盘耐温温度为料盘耐温上限,不可等同于烘干温度设置,烘干温度参考「耗材受潮处理方案及方法」) |
| 塑料料盘尺寸规格 |
|
| 产品包装说明 |
双面铝箔袋:可实现高效防潮,出厂含水率< 0.06 %,比透明尼龙袋隔水性更好 内置密封条:热封口撕开可重复使用,延长耗材干燥状态,可用作收纳袋更环保 |
¶ 市面上常见3D打印机及相关辅助设备·兼容性相关说明
| 3D打印机兼容清单 | 拓竹设备支持列表 |
H2D\X1 Carbon\X 1\P1P\P1S\(务必保证送料顺畅推荐使用放入带轴承的防潮盒内使用特氟龙管送入打印;推荐铜材质喷嘴、支持硬化刚材质以上硬度的喷嘴;无需封箱打印; 支持 AMS/AMS2,注意防潮;不推荐外挂金属支架存在干涉和导致受潮。) A1/A1 mini(务必保证送料顺畅推荐使用放入带轴承的防潮盒内使用特氟龙管送入打印;推荐铜材质喷嘴、支持硬化刚材质以上硬度的喷嘴;无需封箱打印;支持AMS Lite系列,注意防潮;不推荐外挂金属支架存在干涉和导致受潮。) 其他等待补充 |
| 复志设备支持列表 |
Pro3/Pro3 Plus(务必保证送料顺畅推荐使用放入带轴承的防潮盒内使用特氟龙管送入打印;推荐铜材质喷嘴、支持硬化刚材质以上硬度的喷嘴;无需封箱打印;注意防潮;不推荐外挂金属支架存在干涉和导致受潮。) E2/E2-CF(无需封箱打印,注意耗材防潮。) 其他等待补充 |
|
| 创想三维 |
K1/K1C/K1Max(注意入料管角度需想办法调整,务必保证送料顺畅推荐使用放入带轴承的防潮盒内使用特氟龙管送入打印;推荐铜材质喷嘴、支持硬化刚材质以上硬度的喷嘴;无需封箱打印;注意防潮;不推荐外挂金属支架存在干涉和导致受潮。) 其他等待补充 |
|
| Prusa 3D |
Prusa XL (注意入料管角度需想办法调整,务必保证送料顺畅推荐使用放入带轴承的防潮盒内使用特氟龙管送入打印;支推荐铜材质喷嘴、支持硬化刚材质以上硬度的喷嘴;无需封箱打印;注意防潮;不推荐外挂金属支架存在干涉和导致受潮。) 其他等待补充 |
|
| 闪铸科技 |
AD5M(注意入料管角度需想办法调整,务必保证送料顺畅推荐使用放入带轴承的防潮盒内使用特氟龙管送入打印;推荐铜材质喷嘴、支持硬化刚材质以上硬度的喷嘴;无需封箱打印;注意防潮;不推荐外挂金属支架存在干涉和导致受潮。) 其他等待补充 |
|
| 启迪科技QiDi | X-Max 3/Q1 Pro/X-Plus 3/X-Plus 4(注意入料管角度需想办法调整,务必保证送料顺畅推荐使用放入带轴承的防潮盒内使用特氟龙管送入打印;推荐铜材质喷嘴、支持硬化刚材质以上硬度的喷嘴;无需封箱打印;注意防潮;不推荐外挂金属支架存在干涉和导致受潮。) | |
| 更多支持列表和描述 | 发送到[email protected] |
¶ 常见问题
¶ Q:期待您的提问~
¶ 客户案列问题分析(通过一个个客户遇到的问题一次性展示常见遇到的问题)
¶ 期待您的分享!
¶ 健康小提示———关爱您的健康:FusRock 建议您
1、长期大量使用 3D 打印材料进行打印操作,推荐在专用的房间内进行操作,并做好通风。
2、有过敏史的请确认对应使用的材质不会因为接触导致过敏反应。
3、有呼吸道疾病慢性病的朋友请带好口罩保护您的健康。没有相关疾病的朋友也强烈建议在操作时戴好口罩
4、纤维类打印完成后的成品进行打磨或者切制等会导致纤维逸出的操作时,请做好防护谨防刺入或吸入体内5、最后建议您在打印操作时远离儿童和婴儿,关爱下一代的环境安全。
¶ 应用免责声明
1. Fusrock 3D 打印耗材适用于通用打印用途,已在标准条件下进行测试。然而,打印成品的性能与安全性受多种因素影响,包括打印参数、模型设计、使用环境及实际用途。
2. 使用 Fusrock 材料即表示用户已知悉并同意,自行评估打印件是否适用于其具体应用,并承担由此产生的全部风险。
3. Fusrock 对使用本公司耗材打印的产品在实际应用中可能导致的任何损害、伤害或损失不承担任何责任,包括但不限于结构失效、功能异常或使用环境中的安全隐患。在将打印件应用于关键、功能性或商业性场景前,请务必进行充分测试。除Fusrock已标明材料所获得的各项认证资质外,Fusrock 产品未取得医疗、航天或生命支持系统认证资质。
4.FusRock 耗材仅限于民用、非武器用途,例如原型开发、爱好模型制作及工业部件制造。任何试图利用本公司材料制造枪支、气枪或其他受管制装置的行为,均被严格禁止,并违反本公司的政策。3D 打印成品的使用及其法律合规性,完全由终端用户自行承担责任。
¶ 声明和版权
感谢您访问本网站!在使用本网站前,请您仔细阅读以下版权声明及使用须知:
版权声明:
1. 本网站的所有内容,包括但不限于文字、图片、图形、音频、视频、软件及其编译、代码和技术架构(以下统称为“内容”),均归本网站或相关权利人所有,并受《中华人民共和国著作权法》及其他适用法律法规的保护。
2. 未经本网站书面授权,任何单位或个人不得以任何形式复制、转载、传播、修改、展示、演绎、镜像、上传、下载或以其他方式使用本网站的内容。
3. 本网站中引用的第三方内容,其版权归原权利人所有。若因非本网站原因侵犯了您的合法权益,请及时联系我们,我们将在核实后第一时间处理。
使用须知:
1. 您可以在遵守相关法律法规及本声明的前提下,非商业性地浏览、下载或打印本网站内容,但必须保留相关版权声明及其他所有权信息,不得进行任何形式的修改。
2. 禁止以任何方式对本网站的内容或服务进行商业性使用,包括但不限于利用内容创建衍生作品、出售或分发给第三方。
3. 禁止使用自动化工具(如爬虫、机器人等)获取、复制、监控或尝试访问本网站的内容或数据。
免责声明:
1. 本网站致力于提供准确、可靠的信息,但对内容的完整性、及时性、准确性不作任何明示或暗示的保证。
2. 因使用本网站内容或服务而导致的任何直接或间接损失,本网站不承担任何法律责任。
3. 本网站可能会包含与第三方网站的链接,但本网站对第三方网站的内容及行为不承担任何责任。
权利维护:
如您违反本声明,侵害了本网站的合法权益,我们将保留追究法律责任的权利,包括但不限于提起诉讼或采取其他法律措施。
如对本声明有任何疑问,请通过**[[email protected]]**与我们沟通。
本声明最终解释权归本网站所有。